![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 41 (Nº 08) Año 2020. Pág. 18
TINAJERO, José L. 1; ACOSTA, Luis A. 2; CHANGO, Erika F. 3 y MOYON, Jhonny F. 4
Recibido: 16/09/2019 • Aprobado: 01/03/2020 • Publicado 12/03/2020
RESUMEN: El trabajo presenta un sistema de clasificación de latas de pintura considerando el espacio de color RGB, se utilizan técnicas de procesamiento digital de imágenes como conversión del tipo de imágenes, Binarización y operaciones morfológicas las cuales se filtran para evidenciar un correcto reconocimiento. La aplicación dispone de una banda transportadora, un display que muestra la etapa que se está ejecutando y un brazo robótico para el paletizado de las latas. El sistema de clasificación posee una eficiencia del 98.33%, en condiciones de iluminación controladas mediante fuentes lumínicas para un adecuado procesamiento durante sus diversas etapas. |
ABSTRACT: The work presents a classification of paint cans based on the RGB color space, are used digital image processing techniques as conversion the image type, binarization and morphologic operations which filter for a correct recognition. The application provides of a conveyor belt, a display shows the phase is ongoing and a robotic arm for palletizing of cans. The classification system has an efficiency of 98.33%, under controlled conditions of lighting, using light sources for a successful processing through different stages. |

La visión artificial según la Asociación de Imágenes Automatizada (AIA), abarca todas las aplicaciones industriales y no industriales empleando hardware y software que permite un guiado operativo a los dispositivos en la ejecución de las funciones, donde la captura, almacenamiento, procesamiento e interpretación de las imágenes, permite realizar controles de calidad e inspecciones de objetos sin necesidad del contacto físico. (COGNEX COMPANY, 2018)
Dado que, la visión artificial pretende imitar la visión humana y analizar el espectro de colores por medio de un cerebro al igual que un ser humano, este proceso de transmisión y análisis puede ser reemplazo por componentes electrónicos, utilizando una cámara web como los ojos del sistema y un microcontrolador para el análisis del color. (Amaya, Pulgarín, y Torres, 2016)
Aunque este sistema parece sencillo, se convierte en una aplicación que implica un proceso de reconocimiento de forma y color para un objeto que necesita ser clasificado y trasladado desde una posición inicial a una posición final de trabajo, con el fin de reducir tiempos de producción, así como la menor cantidad de errores y desperdicios se busca automatizar este tipo de producciones.
Por esa razón la presente investigación pretende implementar un sistema de clasificación de latas de pintura, aplicando el espacio de color RGB, inicialmente se realiza la captura de imagen con la cámara web, posteriormente es sometida a un algoritmo de detección de color programado en Matlab, para finalmente paletizar las latas con un brazo robótico, sin embargo, todos los objetos que no son detectados o no se encuentran en el espacio de color RGB son desechados a través de la cinta transportadora.
Actualmente se realizan muchos estudios de visión artificial y procesamiento digital de imágenes, por ejemplo, en su investigación (Tinajero, Lozada, y Cabrera, 2018) utilizaron visión artificial para detectar formas de objetos, su sistema consta de sensores ultrasónicos como forma de visión de su sistema y una tarjeta Arduino nano como microcontrolador, el objetivo del estudio fue evitar los obstáculos según su forma. Además, otra investigación que cabe mencionar es un sistema seleccionador de objetos según su forma y color, el sistema utiliza una cámara web para captura de imágenes, el Arduino nano sirve como enlace de comunicación entre la PC y un PLC (controlador lógico programable), este se encarga de comandar el motor y electroválvulas del seleccionador. (Amaya et al., 2016)
Un sistema de visión artificial básicamente es un conjunto de elementos que se pueden integrar con la finalidad de escanear una escena, permitiendo capturar imágenes necesarias para el procesamiento de revisión y extracción de información del sistema. Su composición mínima cuenta esencialmente con una cámara y un sistema de iluminación. (COGNEX COMPANY, 2018) (Nogue y Antiga, 2012)
Es el objeto primordial en un sistema de visión artificial, ya que es el encargado de tomar las imágenes, su composición depende de la complejidad de este y su costo, pero generalmente posee una lente para la captura de imagen y un sensor de imagen cuya función es convertir la luz de la imagen en una vecindad de píxeles. (COGNEX COMPANY, 2018)
Es un factor clave dentro de un sistema de visión de artificial debido que su fuente de luz y localización, son piezas importantes con respecto al objeto que se pretende capturar, ya que según la intensidad de iluminación se puede proveer o restar características del objeto que son de vital importancia en este tipo de sistema donde busca analizar formas y color. (Nogue y Antiga, 2012)
La necesidad de mover los objetos para su clasificación dentro del sistema hace necesario la implementación de una estructura de transporte y clasificación. Una cinta transportadora es el mejor de método para el traslado de objetos dentro de una industria, debido a que requiere muy poco esfuerzo y su control es sencillo, así mismo un brazo robótico es un mecanismo avanzado de clasificación, debido que la trayectoria deseada del objeto puede ser programada, lo que permita la colocación de las piezas en la zona de descargada indicada. (Velazco y Pinto, 2012)
La investigación realizada presenta un enfoque cuantitativo con alcance descriptivo. Se realizó la implementación de una maqueta a escala de un sistema de clasificación de latas de pintura por color utilizando visión artificial y considerando el espacio de color RGB, mediante pruebas de funcionamiento se determinó si el algoritmo de detección de color es confiable y preciso puesto que después de la etapa de visión artificial se realiza un paletizado de las latas identificadas.
La implementación se divide en dos fases:
(1) Diseño e implementación de los elementos hardware
(2) Diseño de la interfaz y programación en el software.
Para la implementación del hardware necesario para la investigación propuesta se realizó la implementación de la banda transportadora, brazo robótico, sistema de visión artificial y sistema de control empleando una superficie aproximada de 30 x 22 cm cuadrados:
Los elementos empleados para la construcción de la banda transportadora se detallan en la Tabla 1.
Tabla 1
Elementos de la Banda Transportadora
Componente |
Cantidad |
Función |
Motor CC |
1 |
Movimiento de la cinta transportadora |
Soportes |
2 |
Sujeción de la banda |
Cinta Transportadora |
1 |
Transporte de elementos |
Sensor Sharp |
3 |
Detección de objetos a 5 cm |
Tambor |
2 |
Transmisión de movimiento a la cinta |
Para el diseño de algunas partes de la banda se empleó el software SolidWorks, en la figura 1 se muestra los soportes empleados para la estructura.
Figura 1
Diseño de soportes en SOLIDWORKS
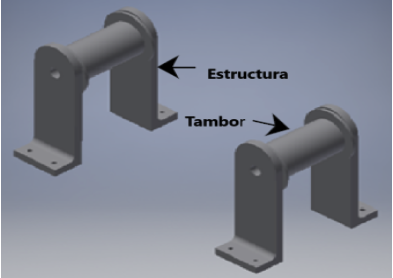
Fuente: Elaborada por los autores
En la figura 2 se muestra la banda transportadora montada sobre el área de trabajo, y se detallan los elementos utilizados.
Figura 2
Implementación de la banda Transportadora
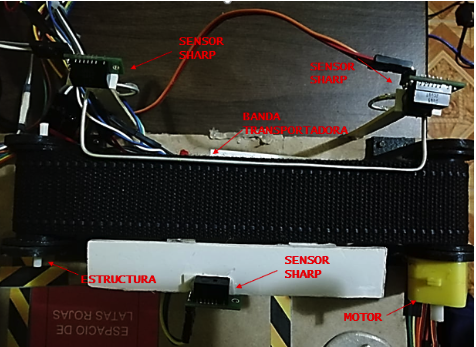
Fuente: Elaborada por los autores
En la Tabla 2 se detallan los elementos empleados para la construcción del brazo robótico.
Tabla 2
Elementos del Brazo Robótico
Componente |
Cantidad |
Dimensión |
Base fija |
1 |
5.4 cm Ø |
Base móvil |
1 |
3.1 cm Ø |
Eslabón 1 |
1 |
9.25 cm |
Eslabón 2 |
3 |
8 cm |
Eslabón 3 |
1 |
3.5 cm |
Eslabón 4 |
1 |
12.7 cm |
Pinza |
1 |
5.9 cm |
Servomotores |
3 |
4 cm x 1.2 cm |
La simulación de la estructura y posible funcionamiento se desarrolló en SolidWorks, tal y como se muestra en la figura 3. En la cual, se considera las dimensiones de la base y eslabones que conforman la estructura, se indica el lugar en donde se colocarán los diversos actuadores para obtener una réplica similar a un brazo robótico de paletizado.
Figura 3
Diseño de brazo robótico-SOLIDWORKS
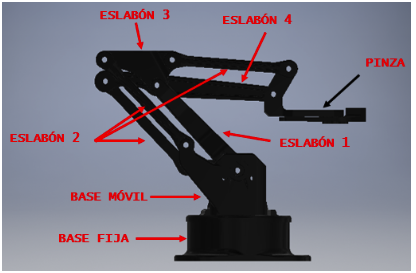
Fuente: Elaborada por los autores
En la figura 4 se muestra el diseño implementado de la arquitectura antropomórfica de 4 grados de libertad, se debe destacar, que todos los elementos de la estructura están elaborados mediante impresiones en 3D.
Figura 4
Brazo Robótico de 4GDL
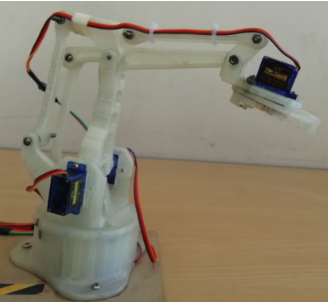
Fuente: Elaborada por los autores
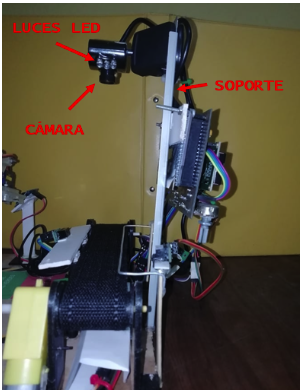
Está conformado por tres elementos: soporte, cámara digital y sistema de iluminación, el sistema de visión artificial implementado se muestra en la Figura 5.
Soporte: estructura metálica, la cual permite colocar la cámara a 14 cm de distancia de la banda transportadora.
Cámara: se emplea una cámara web VGA de 1280 x 1024 píxeles, posee un lente profesional que permite captar en resolución de 1.3 a 5 Mpx. En base a estas características la cámara es capaz de reconocer objetos con un alcance mínimo aproximado de 5 cm.
Sistema de Iluminación: se consideran los leds incorporados en la cámara web, los cuales proporcionan 41.12 lm.
Figura 5
Sistema de Visión Artificial
Fuente: Elaborada por los autores
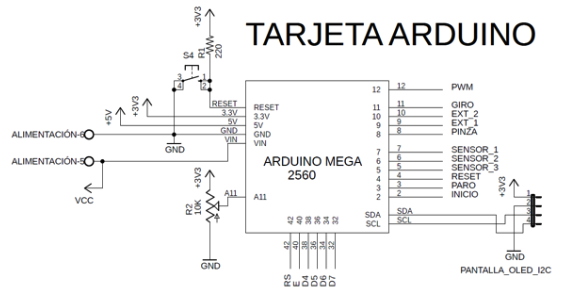
El sistema de Control está conformado por tres elementos: Arduino mega, pantalla LCD 16x2 píxeles y controlador para motor. El esquema de conexión se desarrolló en Eagle tal y como se muestra en la Figura 6.
Figura 6
Esquema de conexión tarjeta Arduino
Fuente: Elaborada por los autores
Arduino Mega: Es un dispositivo que cuenta con un microcontrolador muy potente de 8 bits, posee 16 pines analógicos de entrada y 54 pines entre salidas y entradas digitales, de los cuales 15 son salidas PWM, además tiene una memoria elevada destinada a la programación de 256 KB y un cristal oscilador de 16 MHz. (Ruiz, 2007)
Pantalla LCD 16x2 píxeles: Se utilizó una pantalla LCD de 16 caracteres y 2 filas (16x2 píxeles), cuya finalidad es la visualización del estado del proceso mediante frases programadas en el microcontrolador.
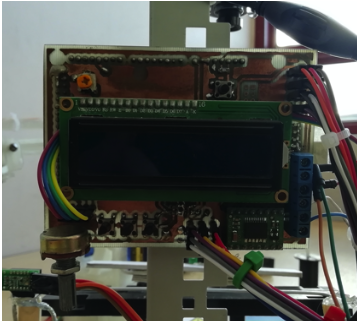
Controlador de motor: Se empleó un controlador para motor TB6612FNG para el control de movimiento del motor, debido a que Arduino a través de sus pines no proporciona el valor de corriente necesario para que el motor funcione. La implementación de hardware correspondiente al sistema de control se muestra en la Figura 7.
Figura 7
Sistema de Control
Fuente: Elaborada por los autores
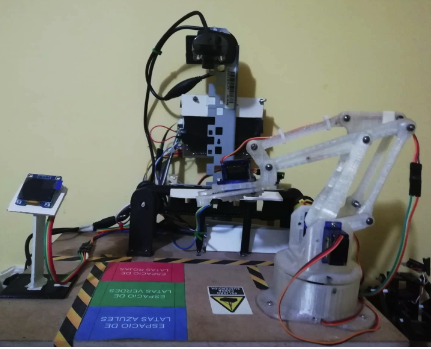
Las diversas implementaciones correspondientes a las etapas anteriormente descritas se muestran en la Figura 8.
Figura 8
Diseño de Hardware del sistema
Fuente: Elaborada por los autores
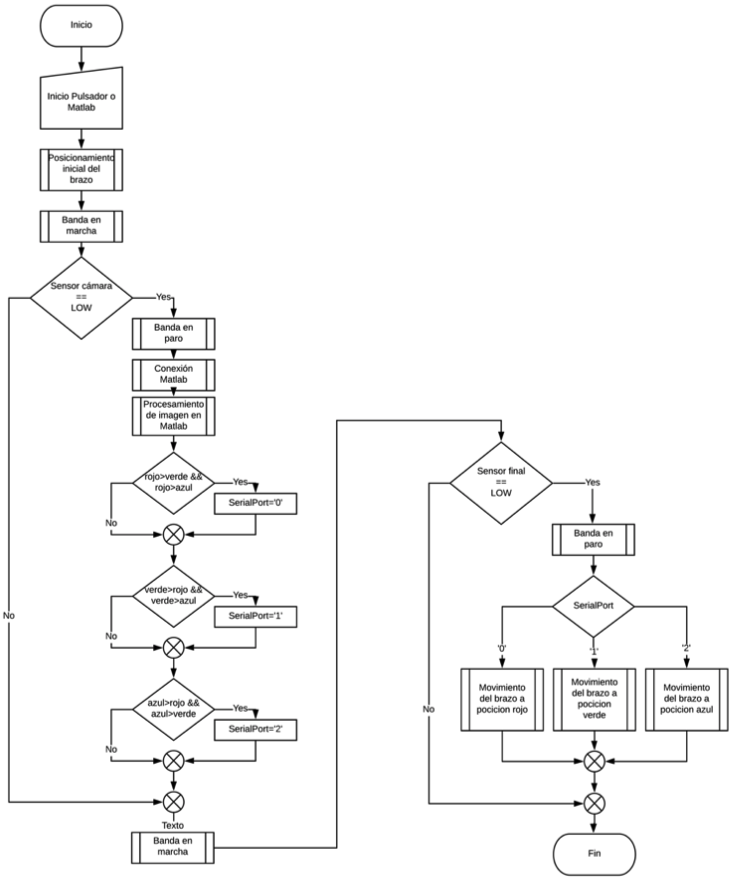
En la Figura 9 se detalla el funcionamiento del software empleado para la clasificación de latas de pintura por color considerando el espacio de color RGB mediante el uso de un sistema de visión artificial.
Figura 9
Diagrama de flujo de la programación
empleada en el sistema de clasificación
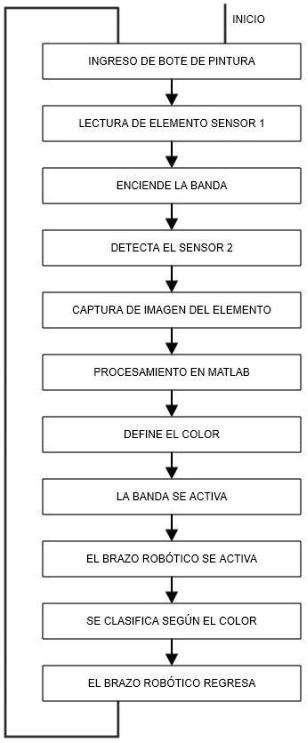
Fuente: Elaborado por los autores
El modo de funcionamiento del sistema de adquisición, procesamiento y reconocimiento de la lata de pintura se detalla en la Figura 10, mediante un diagrama de flujo:
Figura 10
Diagrama de flujo Sistema de Visión Artificial
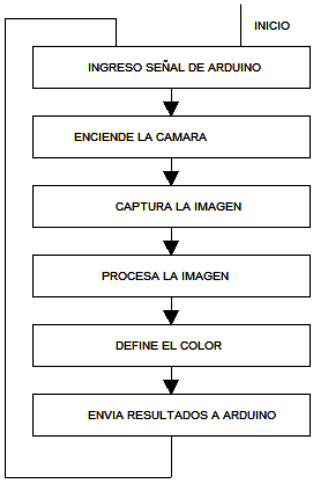
Fuente: Elaborado por los autores
Las etapas realizadas por el sistema de visión artificial son:
Captura de Imagen: una vez que se ha detectado una lata de pintura y se posiciona bajo el sistema de visión artificial, se realiza la captura de imagen a color, el resultado de dicho proceso se muestra en la Figura 11.
Figura 11
Captura de la imagen a procesar

Fuente: Elaborado por los autores
Figura 12
Conversión de formato y extracción
de colores individuales
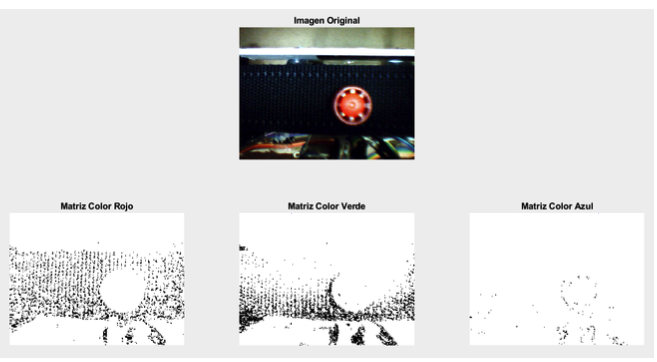
Fuente: Elaborado por los autores
La conversión realizada anteriormente sobre las imágenes hace que extraer el color, empleando operaciones aritméticas sobre dichas matrices, sea más precisa, el resultado del procesamiento digital de la imagen se visualiza en la Figura 13.
Figura 13
Extracción de colores individuales RGB

Fuente: Elaborado por los autores
Binarización: se crean nuevas imágenes a partir de la imagen capturada, se emplea un valor de umbralización previamente establecido por el equipo de investigación, en la Figura 14 se despliega el resultado de la binarización de las imágenes, considerando que los valores de píxel que conforman a las capturas son números lógicos.
Figura 14
Binarización de imagen capturada
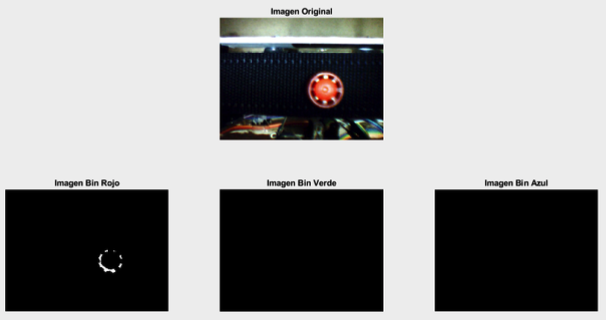
Fuente: Elaborado por los autores
Procesamiento Morfológico: se crea un elemento estructurante, que permite examinar la estructura geométrica de las latas de pintura, se realizan tres veces la operación de dilatación en base al elemento estructurante creado, la finalidad es eliminar los pixeles aislados que pueden estar presentes en la captura y obtener un elemento muy bien delimitado. El resultado de la operación morfológica se expone en la Figura 15.
Figura 15
Procesamiento morfológico
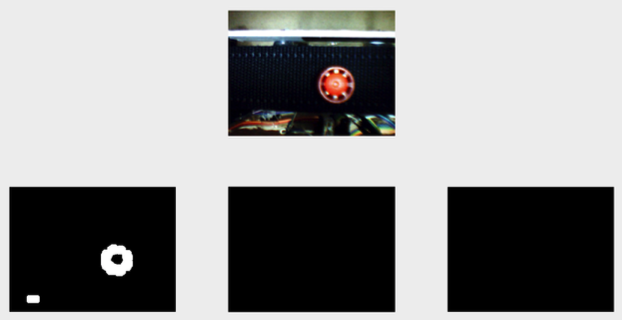
Fuente: Elaborado por los autores
Filtrado de la imagen: en la Figura 16 se visualizan los resultados de aplicar el filtro de mediana a la captura analizada, la aplicación de dicho proceso tiene como objetivo sustituir el valor de un píxel por el valor de la mediana del píxel analizado y sus 8 vecinos.
Figura 16
Imagen binaria filtrada
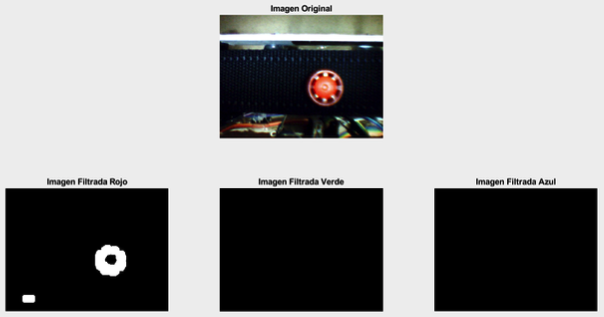
Fuente: Elaborado por los autores
Reconocimiento: En base a los patrones establecidos y mediante correlación de imágenes y cálculo de valores obtenidos de la similitud de las matrices se identifica el color que se encuentra en la etapa de clasificación, mostrando en pantalla el resultado de la etapa de detección de color, y se envía de forma serial el color detectado hacia la tarjeta de control. En la Figura 17 se evidencia los resultados obtenidos en esta etapa.
Figura 17
Reconocimiento e identificación de la imagen captura
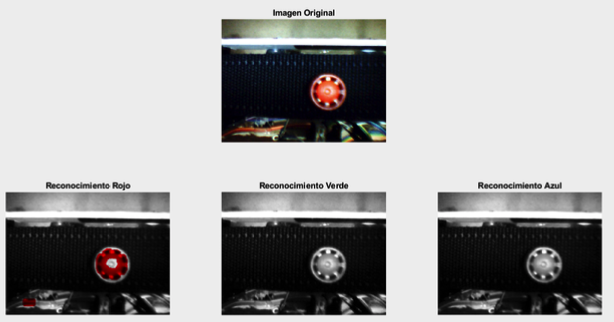
Fuente: Elaborado por los autores
Las etapas descritas en el apartado anterior se evidencian y muestran a través de un GUIDE desarrollado en el Software Matlab, en la Figura 18 se expone la aplicación desarrollada.
Figura 18
Interfaz de usuario
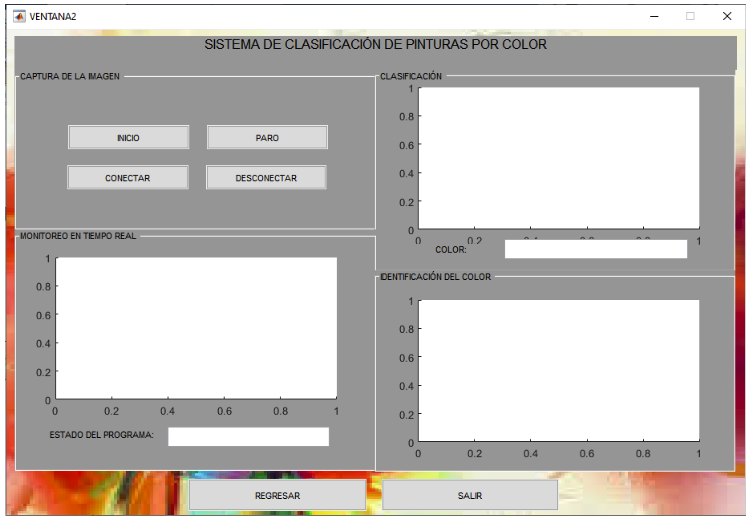
Fuente: Elaborado por los autores
Para la implementación de software del sistema de control del prototipo se consideró una tarjeta Arduino Mega, la disposición de los pines a ser empleados como entrada de datos al controlador se muestra en la Tabla 3.
Tabla 3
Disposición de entradas del controlador
ENTRADAS |
||
PINES |
SÍMBOLO |
FUNCIÓN |
4 |
S1 |
- |
3 |
S2 |
PARO |
2 |
S3 |
INICIO |
RESET |
S4 |
RESET |
7 |
JP5 |
SENSOR 1 |
6 |
JP6 |
SENSOR 2 |
5 |
JP7 |
SENSOR 3 |
A11 |
R2 |
POTENCIOMETRO |
Las salidas del controlador se detallan en la Tabla 4.
Tabla 4
Disposición de salidas del controlador
SALIDAS |
||
PINES |
SÍMBOLO |
FUNCIÓN |
8 |
JP1 |
SERVO PINZA |
9 |
JP2 |
SERVO EXT 1 |
10 |
JP3 |
SERVO EXT 2 |
11 |
JP4 |
SERVO GIRO |
12 |
TB1 |
PWM MOTOR BANDA |
20 |
SDA |
OLED SERIAL DATA |
21 |
SCL |
OLED SERIAL CLOCK |
32 |
D7 |
LCD 16X2 BUS 4 BITS |
34 |
D6 |
LCD 16X2 BUS 4 BITS |
36 |
D5 |
LCD 16X2 BUS 4 BITS |
38 |
D4 |
LCD 16X2 BUS 4 BITS |
40 |
EN |
LCD 16X2 HABILITACION |
42 |
RS |
LCD 16X2 REGISTRO |
Control de la banda Transportadora: en función de los sensores instalados sobre el prototipo, se realiza la activación y desactivación del movimiento de la banda transportadora, es decir, se mueve el objeto a ser clasificado a cada una de las estaciones del sistema de clasificación.
Visualización de etapa: en la pantalla LCD 16x2 píxeles se visualiza los diversos estados ejecutados por el sistema de clasificación, además de mostrar datos informativos.
Paletizado-Control del brazo robótico: la activación y desactivación de los diversos elementos actuadores del brazo robótico se lo realiza desde el controlador, empleando los diversos pines definidos en la Tabla 4.
El modo de funcionamiento del sistema de control se detalla en la Figura 19, empleando un diagrama de flujo.
Figura 19
Diagrama de flujo del sistema de control
Fuente: Elaborado por los autores
Con la finalidad de determinar la funcionalidad del sistema de clasificación de latas por color, se colocaron 300 latas en la banda de ingreso del sistema de manera aleatoria, siendo 100 el máximo de latas de cada color durante toda la prueba, los resultados del sistema se visualizan en la tabla 5.
Tabla 5
Resultados de la prueba de funcionalidad del
sistema de visión artificial para clasificación
Latas de Color |
N° latas |
N° aciertos |
N° errores |
Eficiencia |
Error |
Observación |
Rojo |
100 |
98 |
2 |
98% |
2% |
EI |
Verde |
100 |
99 |
1 |
99% |
1% |
Al |
Azul |
100 |
98 |
2 |
98% |
2% |
EI |
N° Total latas |
300 |
295 |
5 |
|
La eficiencia global del sistema se encuentra en 98,33% con un error del 1,67%, valores obtenidos de las pruebas realizadas al sistema clasificación visual basado en el espacio de color RGB implementado a escala.
Los resultados obtenidos por el sistema de visión artificial para la clasificación de latas de pintura por color considerando el espacio de color RGB presenta un alto nivel de eficiencia y rendimiento.
Para que el algoritmo de detección logre un nivel de detección alto fue necesario crear un ambiente controlado, considerando fuentes lumínicas constantes las mismas que aseguran que la iluminación sea adecuada para las diversas etapas del procesamiento digital de imágenes y posterior clasificación de los elementos a ser clasificados.
Para que el proceso se evidencie de forma clara y precisa el desarrollo de la aplicación fue primordial, puesto que, se presenta una interfaz amigable y de fácil uso para los usuarios.
Como futuros trabajos, se pretende que el prototipo sea capaz de detectar una mayor gama de color y de forma adicional también permita reconocer diversos tonos de un mismo color, ampliando su rango de efectividad y acción.
Se recomienda realizar pruebas en ambientes hostiles de forma que se simule el posible funcionamiento del prototipo en un ambiente industrial, para realizar posibles modificaciones al diseño de software y hardware o indicar el nivel de respuesta que presentan los diversos algoritmos empleados.
[1] Amaya, S., Pulgarín, D., & Torres, Í. D. (2016). Desarrollo e Implementación de un Sistema de Visión Artificial Basado en Lenguajes de Uso Libre para un Sistema Seleccionador de Productos de un Centro Integrado de Manufactura (CIM). Lámpsakos, (15), 43. Recuperado a partir de https://dialnet.unirioja.es/servlet/articulo?codigo=5403329
[2] COGNEX COMPANY. (2018). Introducción a la visión artificial una guía para la automatización de procesos y mejorar la calidad, 24. Recuperado a partir de https://www.cognex.com/es-ar/library/media/files/17151.pdf
[3] Nogue, A., & Antiga, J. (2012). Aplicación práctica de la visión artificial en el control de procesos industriales Conocimientos básicos de visión artificial, 1–28.
[4] Ruiz, M. (2007). Manual de Programación Arduino Arduino : Manual de Programación. Arduino Notebook, 1, 3–70.
[5] Tinajero, L., Lozada, P., & Cabrera, F. (2018). Sistema de control visual y función sensorial para la implementación de una plataforma móvil diferencial. Revista Espacios, 39(53), 13. Recuperado a partir de http://www.revistaespacios.com/a18v39n51/a18v39n51p19.pdf
[6] Velazco, D. F., & Pinto, M. L. (2012). Caracterización del huevo de gallina para el diseño de un sistema automático de clasificación. Revista De Investigación, Desarrollo e Innovación, 3(1), 33–43. Recuperado a partir de https://revistas.uptc.edu.co/index.php/investigacion_duitama/article/view/2136
1. Mag. En Sistemas de Control y Automatización Industrial. Docente Facultad de Informática y Electrónica. Escuela Superior Politécnica de Chimborazo(ESPOCH). joseluis.tinajero@espoch.edu.ec
2. Est. Ingeniería en Electrónica, Control y Redes Industriales. Facultad de Informática y Electrónica. Escuela Superior Politécnica de Chimborazo(ESPOCH). luis.acosta@espoch.edu.ec
3. Est. Ingeniería en Electrónica, Control y Redes Industriales. Facultad de Informática y Electrónica. Escuela Superior Politécnica de Chimborazo(ESPOCH). erika.chango@espoch.edu.ec
4. Est. Ingeniería en Electrónica, Control y Redes Industriales. Facultad de Informática y Electrónica. Escuela Superior Politécnica de Chimborazo(ESPOCH). jhonny.moyon@espoch.edu.ec
[Índice]
revistaespacios.com

Esta obra está bajo una licencia de Creative Commons
Reconocimiento-NoComercial 4.0 Internacional