![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 39 (Nº 44) Año 2018. Pág. 8
Bolívar Raúl CÓNDOR Salazar 1
Recibido: 01/05/2018 • Aprobado: 12/06/2018
RESUMEN: La aplicación técnica de herramientas estadísticas, como la metodología Seis Sigma, genera cambios significativos en los costos de producción y en la calidad de las empresas. Las PYMES pueden y deben beneficiarse del uso de tales metodologías. Aquí se presenta la aplicación de Seis Sigma en una PYME, y se muestra cómo es posible bajar los costos, pero elevando la calidad. Tal evento se sustenta básicamente en la eliminación de las fuentes de variación de los procesos productivos. |
ABSTRACT: The technical application of statistical tools, such as the Six Sigma methodology, generates significant changes in production costs and in the quality of the companies. SMEs can and should benefit from the use of such methodologies. Here is the application of Six Sigma in an SME, and shows how it is possible to lower costs, but raising the quality. This event is basically based on the elimination of the sources of variation of the productive processes. |

La relevancia de las PYMES radica en la importancia que ellas han alcanzado como generadoras de empleo y por el impulso que pueden dar a la economía de un país. Muchos países ven en el desarrollo de las PYMES un mecanismo confiable para reforzar sus exportaciones. Por ello, se considera imperativo que las pequeñas y medianas empresas sean cada vez más productivas. La implantación de la gestión por procesos y de metodologías basadas en un enfoque científico-estadístico, como lo es la metodología Seis Sigma, pueden apoyar definitivamente en la elevación de la calidad y de la productividad, así como en la baja de costos en estas organizaciones.
En el presente artículo se revisa el caso de aplicación de la metodología Seis Sigma a una pequeña empresa ubicada en la ciudad de Quito, Ecuador, y se analiza cómo dicha aplicación incidió en la baja de costos, elevando al mismo tiempo la calidad, de una de sus áreas productivas. Se pretende evidenciar la completa factibilidad del uso de la metodología Seis Sigma por parte de una PYME.
En todos los países las PYMES representan la mayor parte de las unidades productivas. Y ello va en crecimiento. Por ejemplo, en 2006, en Estados Unidos las pequeñas empresas constituían el 99% de todos los negocios, empleaban un 50,1% de la fuerza laboral, constituían el 99,7% de todos los empleadores y producían el 40,9% de las ventas del país (Journal USA, 2006). En los países europeos como Alemania, el 98% de todas las empresas industriales son PYMES y producen casi el 33% del volumen de negocio industrial; lo mismo pasa en el resto de Europa y en Asia (Wijewardena y Cooray, 1995).
En México, en el año 2004, existían 4’290.108 unidades económicas que daban empleo a 23’197.214 personas. Las PYMES generaban seis de cada diez empleos. En el 2001, las exportaciones totales de México alcanzaron casi los 160 mil millones de dólares y el 95 por ciento de los exportadores mexicanos fueron PYMES (INEGI, 2004). En lo que se refiere al Ecuador, el 70% de las empresas registradas en la Superintendencia de Compañías son PYMES, pero si se cuentan aquellas no registradas en ese organismo, el porcentaje de PYMES en el país se eleva aproximadamente al 99,5%. En el año 2011 sus ingresos fueron de USD 23.000 millones (respecto de un PIB nacional de 79.300 millones en ese año), aportaron más del 25% del PIB no petrolero, su generación de mano de obra bordeó el 70% de toda la PEA y su contribución al impuesto a la renta superó los USD 270 millones (Ekos, 2012).
Para que un país sea competitivo a nivel internacional, definido este concepto como la capacidad de incrementar la participación de sus productos de exportación en el mercado mundial, necesita de empresas que tengan altos índices de productividad, elevada calidad y variedad de bienes y servicios.
La Productividad se define como la cantidad de bien o servicio (intermedio o final) que se puede generar a partir de una cantidad dada de recursos que ingresan a un proceso de transformación determinado. Los recursos que ingresan a dicho proceso constituyen el “costo”. La productividad indica la cantidad de dólares generados por cada dólar invertido.
El consenso mayoritario de los expertos en el tema es que se puede y se debe implantar en las PYMES metodologías como Seis Sigma, si es que se quiere llevar a estas empresas a otro nivel de calidad y productividad de negocio. Ellos insisten en que es más fácil hacerlo con las PYMES que con empresas grandes o muy grandes, y que las pequeñas empresas pueden hacer todo lo que hacen las grandes empresas, sólo que más rápido.
Deming advirtió que la mejora de la calidad implica una reducción de costos, puesto que hay menos reprocesos, errores y retrasos; se usa mejor el tiempo-máquina, el tiempo-hombre y los materiales, y que todo eso conduce a una mejora de la productividad. Con mejor calidad, mayor productividad y menor precio se tiene una mejor oportunidad de conquistar mercados.
Hablando en terminología Seis Sigma, una empresa promedio que empieza con esta metodología puede subir el desempeño de un determinado proceso desde un nivel inicial 2 ó 3 sigma (69,20% - 93,32% de rendimiento) a un nivel 4 ó 5 sigma (99,38% - 99,98% de rendimiento) sólo a partir de gestionar adecuadamente la metodología y los recursos actuales, sin inversiones adicionales, en un tiempo razonable.
Es el cliente quien en última instancia define la dificultad de alcanzar los niveles sigma, porque es quien establece las especificaciones del producto o servicio. Clientes más exigentes establecen especificaciones más estrictas (Scherkenbach, 1994). Otra importante idea es que un factor preponderante en la baja de la calidad de los bienes o servicios producidos es la variabilidad de los procesos (Gutiérrez, 2010). Control estadístico de procesos y eliminación de la variabilidad están en el centro de la metodología Seis Sigma, y de su adecuado tratamiento depende la mejora de la calidad y el consecuente ahorro de costos e incremento de la productividad.
OFITEK es una pequeña empresa que tiene como línea de trabajo el diseño y fabricación de equipamiento metálico para oficinas, centros de educación y hospitales. Los productos que diseña y fabrica OFITEK deben pintarse. Una vez aplicada, la pintura puede ser secada al ambiente o secada al horno. Siempre el cocido al horno proporciona una mejor calidad, pero piezas muy grandes no pueden ser horneadas. En este último caso, se deben aplicar pinturas líquidas de secamiento al ambiente. Estas pinturas son lacas sintéticas o lacas martilladas. En cuanto a las pinturas horneables, ellas pueden ser líquidas (que permiten una extensa combinación de colores), o en polvo (electrostática, termofundible). Esta última es la de mejor calidad en la actualidad, pero se consigue sólo en contados colores y tonalidades.
En todos los procesos de aplicación de pinturaen OFITEK se han presentado problemas de calidad en cuanto a la más importante característica física de una pieza metálica pintada: la adherencia. Una adherencia defectuosa significa rayones, desprendimientos, alta sensibilidad al manipuleo y a los golpes, zonas opacas, mal aspecto, oxidación, etc. Todos esos problemas ocurren en la fábrica, en el transporte o en la instalación (Ver la Figura 1, basada en el número de unidades con algún defecto de adherencia, tal como era antes de la mejora de los procesos de pintura).
Figura 1
Actividades que causan daño en la pintura
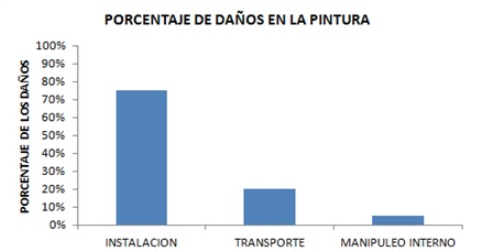
Elaborado por el autor
Los defectos de adherencia originan costos por reparaciones y reprocesos. Por ese motivo, se planteó el desarrollo de un proyecto Seis Sigma orientado a mejorar la adherencia de la pintura. Se estimó que el proyecto era factible y que las ventajas conseguidas en cuanto a baja de costos e incremento de calidad serían relativamente importantes.
Antes de la mejora de los procesos, se reprocesaba o se reparaba aproximadamente el 20% de las unidades pintadas (lo que equivale a un nivel base 2,3 sigma). Ese porcentaje significaba un costo de cerca de USD 10.000,oo al año para la empresa. Se podría bajar costos al eliminar reparaciones y reprocesos, pero después se encontró que se obtendrían beneficios adicionales gracias a la eliminación de algunos químicos usados por OFITEK en la preparación de la superficie a pintar; compuestos que supuestamente aumentaban la adherencia de la pintura, pero que realmente no lo hacían, ocasionando más bien un efecto exactamente opuesto.
Para el desarrollo del proyecto se designó como director a un ingeniero mecánico, empleado de la empresa, que había obtenido certificación en metodología Seis Sigma. Dos trabajadores estarían a su disposición para tomar muestras de la producción y para realizar los experimentos controlados durante la aplicación y secado de la pintura. Adicionalmente, ellos se capacitaron en la ejecución de pruebas de adherencia, conforme con procedimientos normalizados que no requieren de aparatos de medición especializados.
La dedicación de las personas al proyecto no fue a tiempo completo. Las tomas de muestras y los experimentos se desarrollaron a lo largo de un par de semanas, y se estima que el costo de los materiales, equipos, combustibles y energía utilizados fue relativamente bajo, pues ellos procedían en su mayor parte del mismo proceso productivo.
Figura 2
Medición de la Adherencia
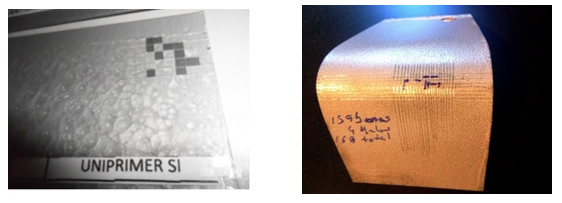
Para las pinturas de secamiento al ambiente se usó el método de medición de la adherencia por medio del desprendimiento con cinta adhesiva. Para las pinturas de secamiento al horno se utilizó el método de doblado y cepillado con cepillo metálico. El segundo método es bastante más exigente, por lo que no son comparables los resultados de adherencia obtenidos para cada tipo de pintura (Figura 2). En los dos tipos de pruebas se raya con estilete una cuadrícula con cuadrados de tamaño normalizado y después se procede a la acción de desprendimiento de la pintura que ocupa el área rayada. Se cuentan los cuadrados en los que se desprendió la pintura y se los porcentualiza respecto del total de cuadrados de la cuadrícula.
Las capacidades de los procesos productivos se calculan tomando como referencia las especificaciones de los cliente o las alcanzadas por el fabricante con la mejor calidad de pintura aplicada sobre superficie metálica, que para el proyecto en desarrollo fueron las siguientes:
Tabla 1
Especificaciones para los procesos de pintura
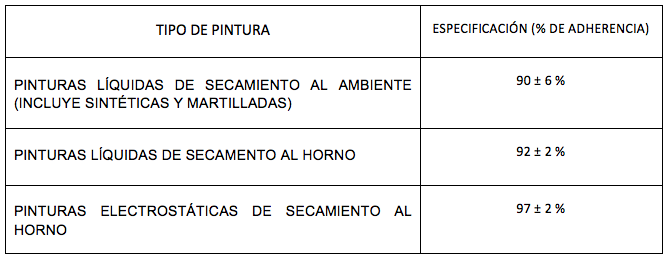
Nota: Las especificaciones de adherencia para pinturas de secamiento
al aire y para pinturas de secamiento al horno no son comparables.
Elaborado por el autor
En primer lugar, se obtuvieron de forma aleatoria, del mismo proceso productivo, muestras de subgrupos racionales, a fin de medir la adherencia, calcular las medias y desviaciones estándar de esa variable, construir las Cartas de Control, determinar las capacidades a corto y largo plazo de los procesos, así como su grado de normalidad. Aunque las medias de las medias de la adherencia en las lacas martilladas y en las pinturas electrostáticas de secamiento al horno estaban cerca de las especificaciones (Ver Tabla 2), las Cartas de Control Estadístico pusieron en evidencia que todos los procesos se encontraban fuera de control estadístico, con puntos fuera de los límites de control o formando estratificaciones. Los resultados presentaban demasiada variabilidad en torno a la media, y era evidente la presencia de causas especiales de variación. Las lacas sintéticas de secamiento al ambiente y las pinturas líquidas de secamiento al horno estaban intrínsecamente lejos de las especificaciones. De tecnología obsoleta, no había forma de mejorar el desempeño de su proceso, y se decidió su inmediata eliminación de la producción de OFITEK. Esta fue la primera gran conclusión de la aplicación de la metodología al proceso de pintura.
Tabla 2
Medias de las medias de adherencia de las diferentes pinturas
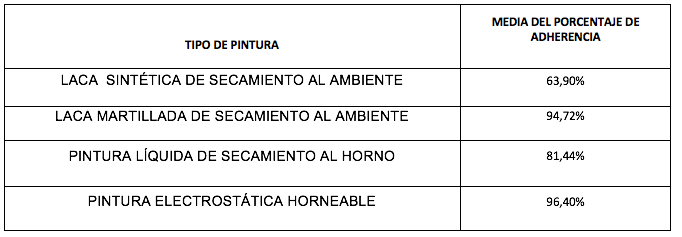
Nota: Tener presente que los índices de adherencia obtenidos para pinturas de
secamiento al aire y para pinturas de secamiento al horno no son comparables.
Elaborado por el autor
Posteriormente, se realizaron varias corridas para la obtención de muestras de piezas pintadas bajo condiciones experimentales controladas, considerando diferentes combinaciones de los factores que intervienen en los procesos implicados y cuyo análisis era de interés para la empresa (tipo de pintura, químicos usados en la preparación de la superficie a pintar, tiempo transcurrido entre la preparación de la superficie y la aplicación de la pintura, y temperatura del horno).
En el caso de la pintura líquida de secamiento al ambiente, del tipo laca martillada, los experimentos se orientaron a verificar si el uso de imprimantes y antioxidantes (químicos de alto costo) incidía en proporcionar una mejor adherencia a la pintura.
Existen diversos modelos de diseño de experimentos, pero en el caso de la industria un diseño experimental del tipo 2K, variando los K factores que se combinan entre dos niveles, es suficiente. Tratándose del imprimante y del antioxidante, los niveles debían ser “se aplica” y “no se aplica”, como se ve en la Figura 3.
Figura 3
Diseño factorial 2k - Lacas martilladas de secamiento al ambiente
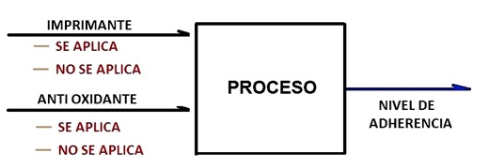
Elaborado por el autor
Antes del proyecto, cuando se usaba la laca martillada de secamiento al ambiente y previo a su aplicación, se preparaba la superficie metálica usando un desoxidante, un imprimante y un antioxidante. Se tenía dudas respecto de la conveniencia del uso de estos dos últimos químicos, por lo que se debía probar la significación del efecto sobre la ADHERENCIA de: (A) la aplicación de imprimante y (B) la aplicación de antioxidante (y por supuesto también de su combinación A*B). Son dos factores que equivalen a cuatro tratamientos. Se realizaron cuatro réplicas, por lo que el número de corridas fue de 16, ejecutadas en el orden propio de las combinaciones estándar de dos factores. Los experimentos se aleatorizaron para su ejecución y se obtuvieron los siguientes resultados de adherencia (sobre 100):
Tabla 3
Datos de adherencia. Lacas martilladas.
Procesos antes de mejoras
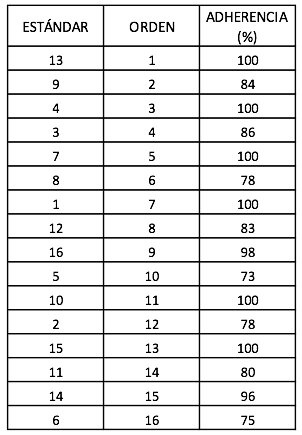
Elaborado por el autor
Una vez realizadas las gráficas de interacción, la conclusión fue que en la preparación de la superficie a pintar no se debía utilizar ni imprimantes ni antioxidantes. El antioxidante no tenía incidencia en la adherencia, y el imprimante más bien la perjudicaba. Sólo debía utilizarse desoxidante, tal como lo demuestran las gráficas de interacción (Figuras 4 y 5). Esta fue la segunda conclusión de valor extraída durante la ejecución del proyecto Seis Sigma sobre los procesos de pintura.
Figura 4
Interacciones principales imprimante y antioxidante
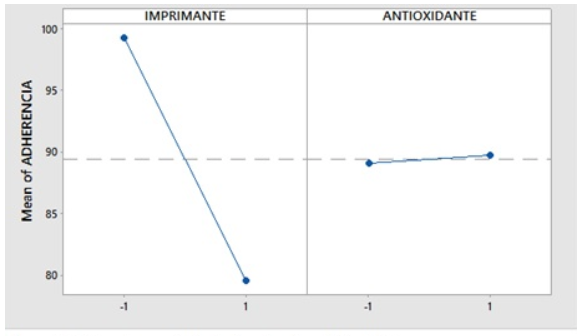
Elaborado por el autor
-----
Figura 5
Interacción imprimante - antioxidante
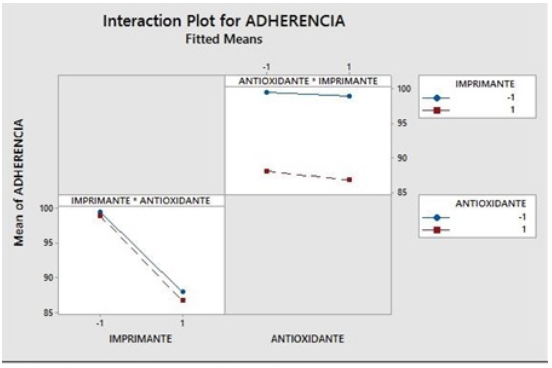
Elaborado por el autor
La decisión de eliminar el uso de imprimantes y de antioxidantes de la actividad de preparación de la superficie metálica estaba estadísticamente sustentada y significó para la empresa un ahorro de aproximadamente USD 5.000 anuales.
Para ratificar los resultados se analizaron los datos del ANOVA y se verificaron los supuestos del modelo. La conclusión fue definitiva: eliminar del proceso los químicos imprimante y antioxidante (Ver Figura 6). Se ahorra dinero y se mejora la calidad. Cuando se realizaron los experimentos con la preparación de la superficie utilizando sólo desoxidante, se encontró que el proceso mejoró no sólo en cuanto a adherencia, sino que además disminuyó su variabilidad. La adherencia se ubicó en el 94%, pero la desviación estándar bajó de 8.58 a 2.83, y el proceso consolidó su normalidad. Los índices de capacidad Cp y Cpk mejoraron en un factor de 10. Así y todo, el proceso se ubica en un nivel sigma cercano a 3, relativamente bajo. Es una técnica antigua, intrínsecamente ineficiente, por lo que se debe continuar en la búsqueda de nuevos avances en cuanto a preparación de superficies y a pinturas de nueva generación. Se ha mejorado contando con los recursos actuales. Se incrementó la calidad y se bajaron los costos.
Figura 6
Analisis de la varianza - Ecuación de adherencia
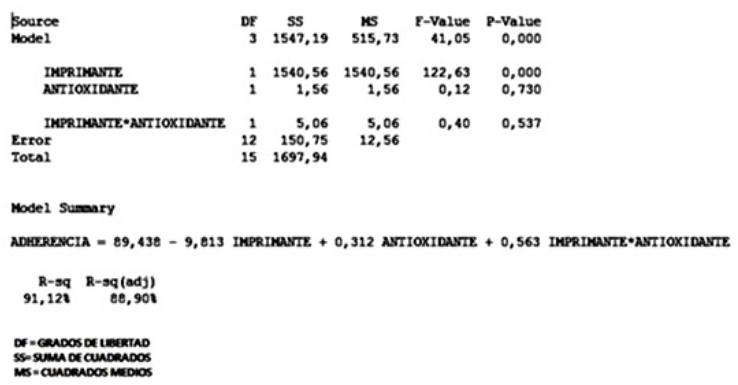
Elaborado por el autor
En el caso de las pinturas de secamiento al horno interesaba analizar los aspectos: tiempo transcurrido desde la preparación de la superficie metálica a pintar (sólo con desoxidante) hasta la aplicación de la pintura, temperatura del horno y tipo de pintura horneable a utilizar (Figura 7). Se utiliza nuevamente un diseño experimental del tipo 2K.
En el caso de las pinturas horneables, se debe probar la significación del efecto en la ADHERENCIA de: (A) el tiempo desde preparación de la superficie a pintar hasta la aplicación de la pintura; (B) la temperatura del horno; y (C) el tipo de pintura, líquida o en polvo. Por supuesto también debe comprobarse la significación de las combinaciones de estos factores (A*B, A*C, B*C, A*B*C).
Figura 7
Diseño factorial 2k - Pinturas horneables
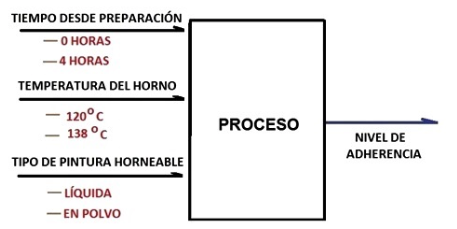
Elaborado por al autor
En este caso se trata de 23 = 8 tratamientos. Para las pruebas se realizaron dos repeticiones y, para enriquecer la información, se introdujeron 4 puntos centrales. En total, se debieron realizar 20 mediciones. Los resultados pueden verse en la Tabla 4.
De los gráficos de interacciones principales (Figuras 8 y 9) se desprenden dos conclusiones relevantes: (1) el paso del tiempo, desde el momento de la preparación de la superficie hasta la aplicación de la pintura, perjudica significativamente a la adherencia. No se deben dejar piezas para ser pintadas después de unas horas. Mejor si ese tiempo es igual a cero, (2) se encuentra que el nivel de adherencia conseguido con la pintura electrostática es superior al obtenido con la pintura líquida, aunque ésta también se seque al horno. Dicho resultado significó la decisión de eliminar definitivamente este segundo tipo de pintura del esquema productivo de OFITEK. Los clientes deberían escoger colores sólo de entre los disponibles de pintura en polvo electrostática. Esta fue una tercera conclusión útil que se hizo evidente durante la ejecución del proyecto seis sigma.
Tabla 4
Datos de adherencia. Pinturas horneables. Proceso antes de mejora.

Elaborado por el autor
-----
Figura 8
Interacciones principales: temperatura, tiempo, tipo
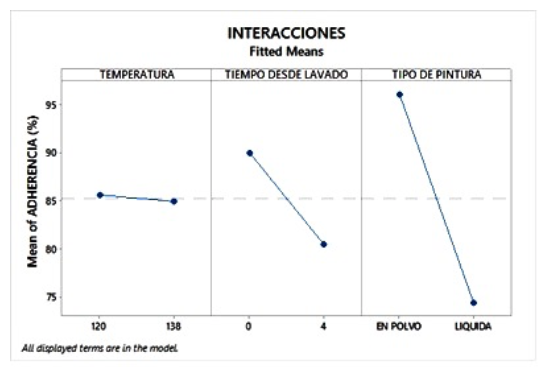
Elaborado por el autor
----
Figura 9
Interacción de tres factores

Elaborado por el autor
En cuanto a la significación de la temperatura sobre la adherencia, se ve claramente que, a mayor temperatura, mayor adherencia. También se ve que ni el aumento de temperatura puede contrarrestar el efecto negativo del paso del tiempo desde la preparación de la superficie a pintar hasta la aplicación de la pintura. El factor tiempo actúa perjudicialmente tanto en el caso de la pintura líquida, como en el de la pintura en polvo electrostática. La aplicación del ANOVA proporcionó los siguientes resultados (Figura 10):
Las ecuaciones de adherencia de la Figura 10 son válidas dentro de la región experimental. Se trabajó bajo esas condiciones, y se procedió a extraer de la producción 9 subgrupos racionales de tamaño n=3. La media de las medias de la adherencia se acercó al 97%, y la desviación estándar bajó de 3.81 a 1.65, la normalidad mejoró y los índices de capacidad a corto y largo plazo se incrementaron al doble. De todas maneras, el proceso se ubica en un nivel sigma cercano a 4. Aún alejado de la clase mundial, pero bastante mejor que el nivel base de partida. Para elevarlo más, se debería trabajar con preparación de superficies usando baños de inmersión a altas temperaturas y técnicas avanzadas de fosfatizado superficial. Se puede adquirir pintura de mejor calidad y uniformizar mejor la temperatura interna del horno. Esta sería una segunda fase que ya requiere de inversiones de capital.
A lo largo del desarrollo del proyecto de aplicación de la metodología seis sigma al proceso de pintura de OFITEK se extrajeron algunas conclusiones estadísticamente sustentadas, que bajaron los costos del proceso y significaron una mejora significativa en la calidad de los componentes pintados, al elevar la adherencia de la pintura: (1) se debía eliminar definitivamente del esquema productivo las pinturas líquidas de secamiento al ambiente, excepto las lacas martilladas que deben utilizarse para piezas grandes que no pueden ser horneadas debido a su tamaño (2) había que eliminar el uso de imprimantes y antioxidantes, químicos caros que no elevan la adherencia y hasta llegan a perjudicarla, contrariando así las sugerencias de los vendedores de suministros de pintura, y (3) eliminar el uso de pinturas líquidas de secamiento al horno, forzando a los clientes a escoger colores entre la gama relativamente limitada que ofrece la pintura en polvo electrostática. El ahorro resultante para la empresa, como resultado de los cambios implementados en el proceso de pintura, bordea los USD 15.000,oo anuales.
Además, se extrajeron resultados válidos respecto del tiempo que debía transcurrir entre la preparación de la superficie a pintar y la aplicación de la pintura, así como respecto de la temperatura a la que debía operar el horno durante el proceso de secado. Todo ello permitió disminuir la variación del proceso de pintura e incrementar sus capacidades a corto y largo plazo. En definitiva, además de las ventajas económicas obtenidas, se incrementó la calidad de pintura que llegaría al cliente. A la larga, todo esto significa mayor productividad y mayores ventas.
Profundizando en la calidad, desde un nivel sigma base estimado de 2,3 (general, para todos los tipos de pintura) se consiguió llegar a un nivel tres sigma en la pintura líquida de secamiento al aire (tipo laca martillada) y a un nivel cuatro sigma en la pintura electrostática de secamiento al horno. Y todo esto manteniendo la estructura tecnológica actual. Sin inversiones adicionales, se consiguió mejorar apreciablemente la calidad del proceso de pintura.
El costo del proyecto Seis Sigma resultó ser bajo respecto de los resultados alcanzados. No hizo falta inversiones adicionales, sólo mejorar el proceso con la misma infraestructura actual.
En este artículo se ha presentado el caso de una PYME de Quito que logró mejorar el desempeño de su proceso de pintura mediante el uso de la metodología Seis Sigma. La capacitación de tres personas más una inversión económica muy pequeña ha significado un ahorro continuo de costos a futuro de aproximadamente USD 15.000,oo anuales. No sólo eso, sino que el nivel de la calidad de los procesos de pintura subió significativamente.
Está también el hecho de que se consiguió la participación activa en los experimentos de muchos trabajadores. En mayor o menor grado casi todos participaron, y el hecho de que fueran esos trabajadores quienes realizaron los experimentos y registraron sus resultados, propició en ellos una actitud de respeto hacia el manejo de los factores que inciden en la adherencia y, finalmente, en la calidad y en el costo del proceso de pintura. Ninguna conferencia o curso de capacitación podría haber conseguido esos resultados y tampoco hacerlos tan permanentes en el tiempo.
El proyecto Seis Sigma desarrollado es un proyecto puntual. Lo deseable sería un estilo de vida y cultura empresarial Seis Sigma, con un equipo especializado desarrollando permanentemente proyectos de mejora de los procesos y de la calidad. Pero el mantenimiento de un equipo así puede llegar a ser caro e insostenible para una PYME.
De cualquier manera, se ha demostrado que una PYME puede y debe enfrentar la aplicación de metodologías científicamente sustentadas a sus procesos, aunque sea en forma de proyectos esporádicos que resuelven sus problemas urgentes de costos y de calidad, vale decir de productividad. Incluso el servirse de asesores externos puede ser válido cuando una PYME está persiguiendo la mejora continua, el incremento de la calidad y la disminución de sus costos; es decir cuando, en definitiva, está buscando ser más productiva y competitiva.
Aguilar, A., Arghoty, A., Burgos, S., Gualavisí, M., Onofa, M., Ruiz, P., Sáenz, M., González, R., Muñoz, L., Sión, V., Zambrano, R., y Díaz, C. (2013). Estudios industriales de la micro, pequeña y mediana empresa. Quito: Gráficas V & M.
Dart, J; Ng, I & Sakar, A. (1999). “A comparative analysis of managerial practices among SMEs from Malasya, Singapore, and Thailand”, Asean Economic Bulletin, July, vol. 7, no 1, pp.84-95.
El Comercio. (10 de agosto de 2014). Acuerdos de Colombia impulsan las ventas de las microempresas. pp. A7.
Ekos. (12 de noviembre de 2012). Las pymes, un segmento estratégico para Ecuador. Obtenido de http://ekosnegocios.com/negocios/verArticuloContenido.aspx?idArt=1217
Fernández, V. (diciembre de 2009). “Clusters y desarrollo regional en América Latina. Reconsideraciones teóricas y metodológicas a partir de la experiencia argentina”. Revista Eure. vol. XXXV. pp. 177-180.
Gutiérrez, H. (2010). Calidad total y productividad. México: McGRAW-HILL.
INEGI. (2004). Censos Económicos 2004. Obtenido de
http://www.inegi.org.mx/est/contenidos/proyectos/ce/ce2004/
Journal USA.(enero de 2006). La iniciativa empresarial y la pequeña empresa. Obtenido de http://photos.state.gov/libraries/amgov/30145/publications-spanish/EJ-entrepreneurship-0106sp.pdf
Pallares, Z. (13 de Agosto de 2009). “La asociatividad empresarial: Una respuesta de los pequeños productores a la internacionalización de las economías”. Diario de Negocios HOY, artículo “La asociatividad es la clave para generar el desarrollo empresarial”.
Scherkenbach, W. (1994). La ruta Deming a la calidad y la productividad. México: COMPAÑÍA EDITORIAL CONTINENTAL.
Wijewardena, H.; Cooray, S. (1995). “Determinants of grouth in small Japanese manufacturing firms survey evidence from Kobe”. Journal of Small Business Management, October, vol. 33, no 4, pp. 87-92.
1. Facultad de Administración. Pontificia Universidad Católica del Ecuador. Ingeniero Mecánico - MBA. Email: brcondor@puce.edu.ec