![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 39 (Nº 06) Ano 2018 Pág. 13
Danylo de Araujo VIANA 1; Hélio Roberto HÉKIS 2; Claudia Aparecida Cavalheiro FRANCISCO; Marison Luiz SOARES
Recebido: 03/10/2017 • Aprovado: 23/10/2017
RESUMO: Estudo em uma indústria têxtil, com o objetivo de dimensionar o recurso de movimentação “Carro Rolão”, a fim de reduzir o número de paradas de máquinas, usando a simulação computacional e o estudo de caso como metodologia. Os resultados determinaram o dimensionamento do recurso de movimentação, e identificação de gargalos em função de outras variáveis. A conclusão evidenciou os problemas e as proposições para eliminas as falhas, mostrando a importância do uso da simulação para diagnosticar problemas. |
ABSTRACT: Study in a textile industry, with the purpose of dimensioning the "Carro Rolão" drive, an aim to reduce the number of machine stops, using a computational simulation and the case study as a methodology. The results determined the sizing of the movement resource, and the identification of bottlenecks in function of other variables. One conclusion evidenced the problems and how to eliminate them as failures, showing the importance of using the simulation for diagnostic problems. |

A dinâmica industrial brasileira foi em geral pautada pelas necessidades de consumo, seguindo etapas mais ou menos definidas e, também, em decorrência das necessidades de desenvolvimento de produtos, tecnologia industrial e necessidades dos clientes. Como consequência da industrialização ao longo dos últimos anos, uma diversidade de clientes potenciais desenvolveu-se no mundo, tornando-se mais exigentes e criteriosos com seus produtos e serviços, refletindo na competitividade de mercado e sucesso das empresas. Com isso, as indústrias em busca de melhores respostas aos seus clientes se atrelaram aos elementos como redução de custo, qualidade dos produtos e melhoria no nível de serviço em relação aos seus processos produtivos, buscando sempre a satisfação do mesmo (Costa, 2013).
Com objetivo de excelência no mercado que a organização está inserida, surgem alguns conceitos que contribuem para melhor desempenho industrial como, simulação computacional, logística interna (movimentação de materiais), equipamentos/recursos para a movimentação e eficiência de máquinas (índice de produtividade/parada de máquinas) e, de maneira macro, os conceitos onde estão inseridos todos os outros citados, como a manufatura enxuta, que servirão como elementos direcionadores desse estudo. Segundo Shingo (1996), a manufatura enxuta é a guerra ao desperdício, produção flexível e automatizada, grupos de trabalho autogeridos, administração enxuta, produção enxuta para produzir na quantidade certa, alta qualidade e preço baixo.
O presente trabalho será realizado em uma empresa do âmbito industrial, localizada no Brasil na unidade do estado do Rio Grande Norte, na cidade de Natal. A organização tem mais de 45 anos de mercado e é uma das maiores indústrias têxteis do mundo, tendo como principais produtos a produção de índigo e brim.
Para o presente estudo, será realizada uma análise do recurso “Carro Rolão”, equipamento responsável pela movimentação do tecido no setor de beneficiamento, e um dos elementos causadores de parada de máquina.
Este estudo tem como problemática dimensionar o mecanismo de transporte “Carro Rolão” para que a produção não seja prejudicada. Para a solução da problemática objetiva-se determinar a quantidade correta do recurso de movimentação “Carro Rolão” para o setor de beneficiamento têxtil.
A intenção desse dimensionamento é contribuir para redução das paradas de máquinas devido à falta de “Carro Rolão”, implicando diretamente no planejamento e programação da produção, na eficiência do setor e consequentemente em atrasos no atendimento ao cliente, além disso, devem-se ressaltar os custos atribuídos a máquina parada.
A indústria têxtil brasileira iniciou sua implantação por volta de 1844 e se estendeu até 1914 após a 1ª Guerra Mundial, quando então, houve uma pequena fase de consolidação. Após a 2ª Guerra Mundial em meados dos anos 50, ocorreu o início da fase industrial brasileira num processo acelerado, com ênfase aos setores mais dinâmicos e não tradicionais de nossa economia. Desde a revolução industrial, este setor vive em constantes transformações e que elas têm o tornado cada vez mais complexo, mesmo sendo um setor tradicional (Kachba, 2013). O setor têxtil e de confecções é um dos setores da indústria de alta importância para o desenvolvimento da economia, tendo em vista o seu produto, emprego e renda gerados (Kieckbusch, 2010).
No Brasil, o setor têxtil está presente há mais de 200 anos e desempenha papel de destaque no desenvolvimento econômico e social. A cadeia têxtil brasileira é completa, com empresas que atuam desde a plantação de algodão e produção de fibras sintéticas, até aos desfiles de moda, passando por fiações, tecelagens, beneficiadoras, confecções e comércio atacadista e varejista. O país é referência mundial em design de moda praia, jeanswear homewear, tendo crescido também os segmentos de fitness e lingerie. A cadeia têxtil brasileira conta com 30 mil empresas formais, gera 1,7 milhão de empregos, que representam 16,4% dos empregos do país (Associação Brasileira da Indústria Têxtil e de Confecção, 2013).
No que se refere à cadeia têxtil é amplo e composto por várias etapas produtivas inter-relacionadas, resumidamente são: transformação de fibras em fios (fiação), fios em tecidos (tecelagem, malharia e não tecidos) e acabamento no tecido até serem produtos acabados, que podem ser de vestuário, domésticos ou de aplicações técnicas (confecção). (Hannah, 2010).
Os processos das fiações diferem-se de acordo com o tipo de fios e tecnologias aplicadas. Podem-se produzir fios cardados, fios penteados e fios open end. Os processos se constituem de etapas de limpeza das fibras, paralelização das mesmas, assim como torção e quatro estiragem, para que tomem a forma de fios (Gorini e Siqueira, 2002). Segundo Pagan (2011) o processo de fiação envolve a transformação da matéria-prima em fios, com processos que consistem em separar as fibras de diferentes tamanhos, remover impurezas, estirar, torcer e unir os fios, enrolar os fios e fixá-los por meio de calor.
O processo seguinte é a tecelagem, uma das artes mais antigas e estima-se que tenha iniciado aproximadamente em Para, a tecelagem é definida como o processo de produção de tecidos, tendo como base os fios por meio do entrelaçamento em ângulos retos dos fios paralelos: o urdume e a trama. As principais etapas segundo Neto (2009) são:
• Urdimento: O urdimento é a operação de preparação à tecelagem, que consiste na passagem dos fios que formarão o urdume do tecido, transferindo-os de seus suportes iniciais (cones, bobinas, copos) para o rolete do tear.
• Engomagem: aplicar película de goma (natural ou sintética) a fim de torna-lo mais resistentes e evitar quebrar no processo de tecimento.
• Tecimento: confeccionar tecido plano, ou confeccionar tecido de malha utilizando teares circulares ou retilíneos.
A próxima etapa, como apresentado na Figura 1, é o acabamento do tecido, que envolve o beneficiamento. Segundo Netto (2009), a etapa de beneficiamento é a de maior valor agregado no processo têxtil, envolvendo a etapa de preparação, tingimento, estamparia e acabamento de tecidos, malhas ou artigos confeccionados. Após o acabamento, o tecido será levado para confecção, onde se transformará em mais variados produtos, ganhando variadas formas, podendo ainda ser incorporados acessórios nas peças, e então é levado ao mercado para ser comercializado. No entanto, o presente trabalho será realizado especificamente no beneficiamento têxtil, portanto no próximo tópico tem-se a discursão teórica desse setor.
Medeiros (2012) que por definição, o beneficiamento corresponde a todas as operações de preparação do substrato têxtil para que se possa melhor receber cor ou não e acabamentos especiais. De modo geral, os beneficiamentos têxteis seguem os seguintes princípios:
• Preparação do material
• Coloração do material têxtil
• Acabamento final do material têxtil, conforme as características e uso.
O beneficiamento têxtil inclui etapas primárias, secundárias e terciárias. Os beneficiamentos primários atuam basicamente removendo as impurezas dos materiais têxteis para adequá-los aos processos de tingimento, estamparia e acabamento final; já os beneficiamentos secundários agregam cores e desenhos ao tecido e o beneficiamento terciário condiciona o tecido às suas aplicações através de processos de lavagem e amaciamento (Lucido, 2010).
Medeiros (2012) por definição, o beneficiamento primário corresponde a todas as operações de preparação do substrato têxtil para que se possa melhor receber cor. Dentre os beneficiamentos secundários conhecidos no processamento têxtil, destaca-se a área de tinturaria. O processo emprega substâncias químicas como corantes específicos e produtos auxiliares que irão denotar colorações diversas aos tecidos. O tingimento é uma modificação físico-química do substrato têxtil, pela aplicação de corantes ou pigmentos, de forma que a luz refletida sobre o material têxtil contendo um ou outro, provoque uma percepção de cor.
No beneficiamento terciário todas as operações executadas nos substratos têxteis, com o objetivo de torná-lo próprio ou mais adequado para o fim a que se destina. Porém, muitas vezes, essas operações são feitas a título de tornar ainda mais nobre o produto que se vai comercializar (Leão, 2002).
A simulação é a técnica de Pesquisa Operacional flexível, poderosa e intuitiva, principalmente devido ao aumento da capacidade de processamento dos computadores e programas nas últimas décadas, possibilitando o estudo de sistemas complexos. Com o aprimoramento tecnológico, crescimento na aceitação do mercado e consequente redução no preço dos computadores na década de 1970, a simulação começou a se aproximar com a realidade atual, mas somente na década de 1990 sua utilização se expandiu por pequenas empresas no intuito de se determinar soluções nos primeiros estágios de projetos. (Martins, 2013).
Pode-se dizer que em um mundo de crescente competitividade e novos desafios, a simulação se tornou uma ferramenta muito poderosa para controle, planejamento e projeto de diversos sistemas. Atualmente, ela é considerada uma metodologia indispensável de solução de problemas para engenheiros, projetistas e gerentes. Um simulador é um software capaz de reproduzir e simular o comportamento de algum sistema. Um simulador pretende reproduzir o comportamento dos equipamentos e ainda utilizar qualquer produto fina (Chrispim, 2007).
Freitas Filho (2008) afirma que o uso da simulação deve ser considerado quando uma ou mais das condições abaixo existirem:
• Não há formulação matemática completa para o problema;
• Não há solução analítica para o problema;
• A obtenção de resultados é mais fácil de alcançar com a simulação do que com o modelo analítico;
• Não existe habilidade pessoal para a resolução do modelo matemático por técnicas analíticas ou numéricas;
• É necessário observar o processo desde o início até os resultados finais, mas não necessariamente detalhes específicos;
• Observar longos períodos de tempo ou alternativas que os sistemas reais ainda não possuem;
A simulação tem sido cada vez mais aceita e empregada como uma técnica aos analistas, permitindo verificarem ou encaminharem soluções com a profundidade desejada, aos problemas com os quais lidam diariamente, permitindo que estudos sejam realizados sobre sistemas que ainda não existem, levando ao desenvolvimento de projetos eficientes antes que qualquer mudança física tenha sido iniciada (Silva; Pinto; Subramanian, 2007).
A pesquisa tem um caráter exploratório. Segundo Gil (1999), a pesquisa exploratória visa proporcionar maior familiaridade com o problema com vistas a torná-lo explícito ou a construir hipóteses. Assume, em geral, as formas de Pesquisas Bibliográficas e Estudos de Caso. Uma proposta elaborada para a condução de um estudo de caso estabelecida nos trabalhos de Forza (2002), Croom (2005) e Souza (2005).
Todo o conjunto de atividades passadas deve então ser sintetizado em um relatório de pesquisa, ou seja, o gerador da monografia e de artigos (para congressos ou periódicos). Sempre deve ser considerado que os resultados devem estar estreitamente relacionados à teoria, tomando o cuidado para não ajustar a teoria aos resultados e evidências. O estudo de caso deve estar pautado na confiabilidade e validade, que são critérios para julgar a qualidade da pesquisa. A confiabilidade visa demonstrar que as operações de um estudo podem ser repetidas apresentando os mesmos resultados (Yin, 2001). Após toda discursão até agora, a seguir será apresentado às etapas de aplicação da simulação.
Segundo Montevechi et al. (2010) a concepção tem por definição, criação e validação do modelo conceitual, construído com o objetivo de representar a essência do sistema existente, facilitando a construção do modelo computacional de simulação, obtenção e preparação dos dados de entrada. A implementação é a transformação do modelo conceitual em modelo computacional, verificação e validação. Por fim a análise que trata da experimentação com o modelo verificado e validado, planejamento experimental final, análise, interpretação dos dados de saída.
As etapas de análise são as seguintes: formulação dos problemas e definição do sistema; definição dos objetivos e planejamento geral do estudo; modelo conceitual; coleta de dados; construção do modelo computacional; verificação; validação; planejamento dos experimentos; corridas de simulação e análise do estudo; novas corridas; documentação e relatórios; e implementação (Law, 2014).
O uso da simulação como ferramenta de análise foi escolhido devido está adequado ao problema da pesquisa, por possibilitar a análise de sistemas dinâmicos e complexos como o estudado. Os modelos de simulação podem ser bastante detalhados, retratando as variáveis mais complexas de um processo de forma confiável. A figura 1 apresenta as etapas da pesquisa:
Figura 1
Etapas da pesquisa

Fonte: Elaborado pelo Autor.
Para definição do sistema simulado, fez-se necessário um levantamento estatístico de minutos parados em função do “Carro Rolão” em cada setor do beneficiamento (preparação, tingimento e acabamento). Os dados da análise compreendem os meses de janeiro de 2015 á julho 2015. O setor de preparação apresenta o maior percentual de máquina parada em função do recurso de movimentação “Carro Rolão”, com índice de 75,87% dos minutos, sendo esse o setor a ser modelado na simulação computacional.
Para a modelagem foi usado o FlexSim como ferramenta de análise do sistema, no qual contribui para um melhor diagnóstico das inúmeras variáveis contidas na simulação computacional. A figura 2 tem-se o modelo computacional da preparação do beneficiamento:
Figura 2
Modelo Computacional
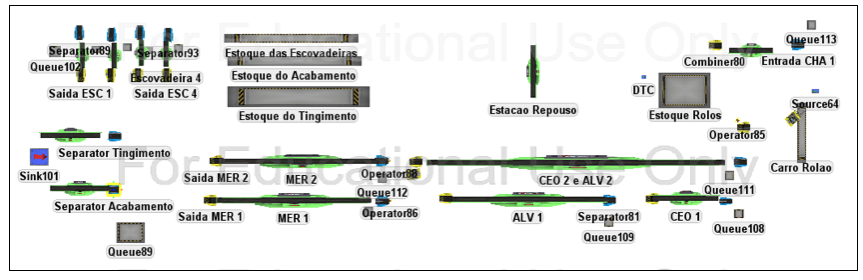
Fonte: Elaborado pelo autor (importado do FlexSim)
Com o objetivo de se obter a estabilidade no sistema, foi definido o número de replicações do sistema, utilizou-se a expressão a seguir, onde h* é a precisão desejada, pode-se estimar o número de replicações necessárias n*:

Tabela 1
Tempo médio de processamento
Tempo Médio de Processamento com parada de Máquina |
Tempo Médio de Processamento sem parada de máquina |
||
Máquinas |
Minutos |
Máquinas |
Minutos |
CEO 1 |
44,8 |
CEO 1 |
25,8 |
CHA 1 |
96,3 |
CHA 1 |
40,5 |
MER 1 |
78,3 |
MER 1 |
50,6 |
MER 2 |
42,2 |
MER 2 |
22 |
Estação Repouso |
1069,7 |
Estação Repouso |
738,8 |
Escovadeira 1 |
145 |
Escovadeira 1 |
82,6 |
Escovadeira 2 |
105,1 |
Escovadeira 2 |
92,3 |
Escovadeira 3 |
93,6 |
Escovadeira 3 |
70,7 |
Escovadeira 4 |
260,2 |
Escovadeira 4 |
100,9 |
ALV 1 |
93,7 |
ALV 1 |
44,6 |
CEO 2 e ALV 2 |
89,2 |
CEO 2 e ALV 2 |
38,1 |
Fonte: Elaborado pelo autor
A segunda análise trata da avaliação de cenários variando a quantidade de “Carro Rolão”, verificando a ocupação do recurso de movimentação no seu estoque, além disso, determinar a quantidade de outputs do sistema ao fim da simulação. Para todos os cenários têm-se as seguintes quantidade de “Carro Rolão”:
• Cenário 1: 80 unidades
• Cenário 2: 135 Unidades
• Cenário 3: 160 Unidades
A última análise da modelagem será trabalhada a ideal principal do trabalho, que envolve o dimensionamento do “Carro Rolão” no setor da preparação do beneficiamento têxtil. Foram construídos 3 cenários a serem diagnosticado em função da quantidade de “Carro Rolão” disponível para o processo, atualmente na empresa tem-se 135 “Carros Rolão” no setor de preparação.
Para o cenário um foram definidos 80 “Carros Rolão”, cenário dois 135 “Carros Rolão” que é quantidade atual e no cenário três 160 “Carros Rolão”, esse valores foram definidos de forma aleatória. Em cada análise será revelado o percentual da máquina processando para cada cenário considerando a média no intervalo de confiança de 90%. De acordo com o cálculo serão usadas 30 replicações com duração de 43200 minutos. Assim têm-se os seguintes resultados apresentados na tabela 2:
Tabela 2
Percentual considerando o intervalo de confiança
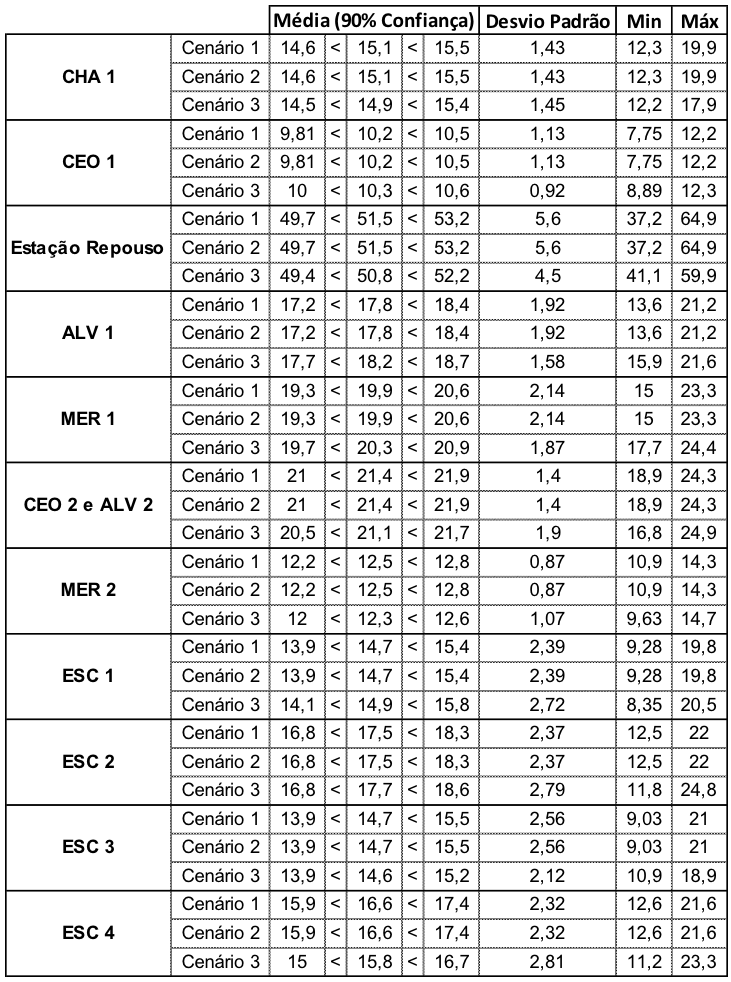
Fonte: Elaborado pelo autor (importado do FlexSim)
Ao avaliar cada máquina, percebe-se uma igualdade com relação ao cenário 1 e ao cenário 2. Com 80 ou 135 “Carros Rolão”, o percentual da máquina processando é o mesmo para todas as máquinas. Considerando o cenário 3, percebe-se uma leve variação comparando com os outros dois, tornando-se irrelevante para o estudo. Portanto, pode-se afirmar que na realidade atual da empresa o dimensionamento dos “Carros Rolão” está correto, e assim, comprovado que está variável não compromete nas paradas de máquinas, respondendo então a problemática inicial do trabalho.
Atrelado a esse resultado, surge uma pergunta: Qual será o motivo de ainda existir paradas de máquinas mesmo comprovando que a quantidade é suficiente? Pode-se então realizar uma análise referente à programação da produção, que é responsável por determinar a ordem do processamento das entidades. Verificou-se que na empresa atual a programação da produção não é baseada na quantidade de cavaletes disponíveis, e sim, realizada com base em volume a ser atendido. Outra investigação pode ser verificada no próprio modelo, mais precisamente no combiner Unir Peça. Na simulação foi definido combinar 2 entidades por cada “Carro Rolão”. De forma contraria, na empresa não existe uma determinação quanto a esse critério, alguns “Carros Rolão” possuem uma, duas ou três entidades associadas, ou seja, como não existem regras, quando a programação é elaborada, não se sabe quantos cavaletes serão necessários e quantos estão disponíveis para atender essa necessidade, causando impactos no gerenciamento dos “Carros Rolão” e possíveis paradas de máquinas. Além do que já foram comentadas, pequenas operações no chão-de-fábrica são realizadas de forma erradas contribuindo negativamente para o problema. Como, por exemplo, o “Carro Rolão” não é devolvido ao estoque quando está vazio, o mesmo fica no processo sem uso, a programação da produção com rolos de tecido com pequenas metragens distribuídos em vários “Carros Rolão”, com a possibilidade de estarem em apenas umas ordens de produção paradas no processo, atraso na entrega do recurso de movimentação ao processo por parte da manutenção mecânica, e as manutenções preventivas. Por fim, verifica-se o apontamento, dados inseridos pelo operador da máquina no sistema de gestão têxtil informando os tempos de paradas e de produção, são realizados de forma manual no momento da ocorrência, mas que em muitos casos os dados inseridos não são verídicos, contribuindo para geração de indicadores sem nenhuma validade para tomada de decisão, impossibilitando realizar alguma análise no sistema.
Associado a programação da produção e a necessidades de “Carro Rolão”, deve-se também atentar para as manutenções preventivas das máquinas. Como já comentado, o sistema é puxado, por exemplo, se a ALV 1 parar, acarreta acúmulo de “Carro Rolão” na estação de repouso, a CEO 1 fica bloqueada e a MER 1 fica desabastecida, causando um desbalanceamento na fábrica.
Com a simulação os problemas foram evidenciados no sistema, envolvendo a gestão de manutenção, o planejamento da produção, além de procedimentos básicos sendo realizados de forma equivocada. Os resultados apontam que as paradas de máquinas é um agravante que influência no desempenho do sistema de produção, causando perdas consideráveis para o cumprimento das metas estabelecidas, encadeando em insatisfação de clientes, tudo isso justificado ao verificar os cenários executados pelo o software, quando se insere e retira os tempos de paradas.
Ainda relacionado com as paradas de máquinas, é evidente que a gestão do “Carro Rolão” é prejudicada, pois o tempo de processamento de uma entidade equivale à liberação do recurso de movimentação da máquina, ou seja, mais índices de paradas, mais “Carros Rolão” ficam ociosos dentro do sistema. Em contra partida falta recurso de movimentação para as outras máquinas, sendo esse o motivo dos tempos de paradas associado à insuficiência do “Carro Rolão” que foram constatados na coleta de dados, mas que de acordo com quantidade atual e a simulação realizada não deveria acontecer essa falha.
Sobre as paradas de máquinas, ficou evidenciado que esse problema persiste ser um agravante para o desempenho e eficiência do beneficiamento têxtil. Ao realizar o levantamento dos índices de ociosidade, processamento, parada por quebra, espera por transporte e fluxo bloqueado, foi verificado que algumas máquinas apresentam taxas de produção desejáveis, mas em compensação o percentual de paradas são superiores, como no caso da ALV 1, que apresentam um índice de 49% do tempo parado.
Observou-se que para o cenário um e cenário dois, não houve nenhuma variação relevante quanto ao percentual de processamento das máquinas, já o cenário três houve uma pequena variação em relação aos outros dois, mas que também se torna irrelevante para o estudo.
Para os problemas relacionados com as paradas de máquinas, se faz necessário uma análise das causas, com o objetivo de identificar qual tipo e realizar o monitoramento usando alguma ferramenta de análise estatística das falhas, que ajude nas tomadas de decisões e possam mitigar os pontos críticos em determinadas máquinas. Com essa identificação de pontos críticos, será possível nas manutenções preventivas, atentar-se para determinados componentes na máquina que apresentam altos índices de falhas a partir do histórico de monitoramento, ou seja, uma simples ferramenta de controle contribuirá para um estudo estatístico em função das paradas de máquina. Para as manutenções preventivas, é necessário que as datas estejam vinculadas ao PCP, para que o planejamento seja elaborado de acordo com essa restrição.
Quando se trata do “Carro Rolão”, como visto anteriormente que seu dimensionamento é mais que suficiente, é abordado o fator programação da produção. O primeiro fator é tornar padrão as quantidades de ordens de produção unidas a cada “Carro Rolão” antes de entrar na CEO 1, CEO 2 e PA 2, e também na CHA 1, ou seja, ao realizar a programação dessas máquinas, deveriam ser determinadas quantas ordens de produção devem está ligadas a cada “Carro Rolão” disponível, tudo isso inserido no próprio sistema operacional, pois atualmente na empresa não existe uma determinação quanto a esse critério, alguns “Carros Rolão” possuem uma, duas ou três entidades associadas, ou seja, deve-se realizar essa decisão.
Como ferramenta de análise do estudo, a simulação computacional foi essencial para realizar os diagnósticos, portanto, a utilização de um modelo de simulação com tamanha flexibilidade torna praticável a execução de diversos experimentos que representem tanto a realidade quanto cenários que apresentem modificações pretendidas no sistema real. Desta forma, se faz possível à análise desses cenários, sem a necessidade de comprometimento ou paralisação da linha e com uma previsão coerente da viabilidade de tais alterações sistêmicas, sendo capaz de responder diversões questões, de acordo com a necessidade da análise, alterando outras variáveis dos sistemas, podendo realizar interferências no sistema para validar ou refutar ideias e proposições.
ABIT - Associação Brasileira da Indústria Têxtil e de Confecção. Relatório setorial da cadeia têxtil brasileira. São Paulo, v. 3, n. 3, set. 2009.
CHRISPIM, E.M. Análise da operação ferroviária do Porto do Rio de Janeiro utilizando simulação de eventos. 2007.
CHWIF, L.; MEDINA, A.C. Modelagem e Simulação de Eventos Discretos: Teoria e Aplicações. São Paulo: Ed. dos Autores, 2006.
COSTA, A.B. CONTE B.C. VALQUIRIA C. A China na cadeia têxtil – vestuário: impactos após a abertura do comércio brasileiro ao mercado mundial e do final dos Acordos Multifibras (AMV) e Têxtil Vestuário (ATV). Teoria e Evidência Econômica - Ano 19, n. 40, p. 9-44, /jun. 2013.
FORZA, C. Survey Research in Operations Management: a Processbased Perspective. International Journal of Operations & Production Management, v. 22, n. 2, p. 152-194, 2002.
GIL, Antonio Carlos. Métodos e técnicas de pesquisa social. São Paulo: Atlas, 1999.
GORINI, ANA P.; SIQUEIRA, SANDRA H. O segmento de fiação no Brasil. Site do banco nacional de desenvolvimento (BNDES). Recuperado: http://www.bndes.gov.br/SiteBNDES/bndes/bndes_pt/Institucional/Publicacoes/Consulta_Expressa/Tipo/BNDES_Setorial/200903_05.html.
HANNAH, K.S. A cadeia têxtil. 31 jul. 2010, Recuperado de: http://fashionisabusiness.blogspot.com/2010/07/cadeia-textil.html.
KACHBA, Y. R.; FERREIRA, M. G. G.; FORCELLINI, F. A. Requisitos para o processo de desenvolvimento de produto em pequenas e médias empresas têxteis. Encontro Nacional de Engenharia de Produção (ENEGEP), Salvador, BA, 2013.
KIECKBUSCH, R. E. Cadeias de suprimentos da indústria têxtil e de confecções do médio vale do Itajaí: comparativo entre a realidade encontrada e os referenciais teóricos. 297f. Tese de doutorado em Engenharia de Produção – Universidade Federal de Santa Catarina (UFSC), Florianópolis, 2010.
LAW, A. M.; KELTON, W. D. Simulation Modeling & Analysis. 2. Ed. New York: McGraw Hill, 2014.
LEÃO, M. M. D. et al. Controle Ambiental na Indústria Têxtil: Acabamento de Malhas. 1 ed. Belo Horizonte: Projeto Minas Ambiente, 2002.
LUCIDO, G.L.A. Avaliação de metodologia para controle e medição de cor em efluentes têxteis. 2010. Dissertação de mestrado programa de pós-graduação em engenharia ambiental - Universidade do Estado do Rio de Janeiro, Rio de Janeiro.
MARTINS, A. G. Simulação das operações de lavra da Mina de Brucutu utilizando um modelo de programação linear para alocar os equipamentos de carregamento. 2013. Dissertação apresentada ao Programa de Pós-graduação do Departamento de Engenharia de Minas - Universidade Federal de Ouro Preto, Ouro Preto.
MEDEIROS, M.K. Beneficiamento Têxtil. Anhembi Morumbi, 2012.
MIGUEL, A. C. M. et al. Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações. 2. ed. Editor Campus, 2012.
MONTEVECHI, J.A.B.; LEAL, F.; PINHO, A.F.; COSTA, R.F.S.; OLIVEIRA, M.L.M.; MORAES, A. C. de Plano Brasil Novo. In: KON, A. (Org.). Planejamento no Brasil II. São Paulo: Perspectiva, 2010.
NETTO, R. C. Guia Técnico Ambiental da Indústria Têxtil – Série P+L. Sinditêxtil – SP. Sindicato das indústrias têxteis do estado de São Paulo, 99p. (2009).
NETTO, R. C. Indicadores de Desempenho Ambiental do Setor Têxtil. Sinditêxtil – SP. Sindicato das indústrias têxteis do estado de São Paulo, 9p. (2010).
SHINGO, S. (1996) “O Sistema Toyota de Produção – o ponto de vista da engenharia de produção” Bookman, Porto Alegre.
SILVA, L. M. F.; PINTO M. G.; SUBRAMANIAN, A. Utilizando o Software Arena Como Ferramenta de Apoio ao Ensino em Engenharia de Produção. In: XXVII ENEGEP. Florianópolis, 2007.
YIN, R. K. Estudo de Caso – Planejamento e Método. 2. Ed. São Paulo: Bookman, 2001.
1. Engenheiro de Produção, Universidade Federal do Rio Grande do Norte (UFRN), e-mail: danyloviana@gmail.com
2. Doutor em Engenharia de Produção e Sistemas, Universidade Federal de Santa Catarina (UFSC), e-mail: hekis1963@gmail.com