![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 46) Ano 2017. Pág. 21
Evelise Schenatto DE FREITAS 1; Macáliston Gonçalves DA SILVA 2
Recebido: 20/05/2017 • Aprovado: 26/06/2017
RESUMO: Este artigo descreve e analisa criticamente a implementação do trabalho padronizado em uma célula de manufatura. O estudo foi conduzido com base na pesquisa-ação. As ações de mudanças desenvolvidas e adotadas para padronização das operações impactaram o ambiente produtivo em aspectos como: redução da variabilidade; redução de estoque em processo; melhoria na qualidade; aumento da produtividade; simplificação de treinamentos; documentação de processo atualizada; estabelecimento de parâmetros para melhoria; e satisfação dos operadores. Destaca-se a importância das pessoas para o sucesso da iniciativa. |
ABSTRACT: This article describes and critically analyzes an implementation of standardized work in a manufacturing cell. The study was conducted on the basis of action research. The actions of changes developed and adopted for the standardization of operations impacted the productive environment in aspects such as: reduction of variability; reduction of work in process; improvement in quality; increased productivity; simplification of training; documentation update process; establishment of parameter for improvement; and operator satisfaction. The importance of people for the success of the initiative is highlighted. |

Uma forma de gestão amplamente utilizada para ganhos de produtividade e competitividade é o pensamento enxuto (Lean Thinking). Baseado no Sistema Toyota de Produção, pode ser aplicado em diversos setores, tanto na manufatura como em serviços (e.g., Mariz e Picchi, 2013; Da Cas et al., 2015; Da Silva, 2016; Gupta et al., 2016; Chiminelli et al., 2017; Carneiro et al., 2017).
O pensamento enxuto possui como base a eliminação das perdas dentro do fluxo de valor e tem como objetivo a diminuição de prazos (lead time), redução de custos e o balanceamento da carga de trabalho, aumentando a produtividade e a qualidade do produto (Womack e Jones, 2004), refletindo em satisfação dos trabalhadores com o aumento da segurança, moral e integração de todas as partes da organização, e dos clientes (Ohno, 1997; Shingo, 1996). A produção enxuta busca eficiência de maneiras diferentes em comparação com a mentalidade convencional. A criação de um fluxo suave exige mudanças de cada funcionário, cada gerente, cada fornecedor e cada máquina para atender às necessidades dos clientes (Narusawa e Shook, 2009).
Na produção enxuta, a excelência operacional dos sistemas produtivos baseia-se em parte pelo uso de técnicas e ferramentas incorporadas em seus procedimentos, tais como: just-in-time (JIT), kaizen, jidoka, nivelamento de produção, troca rápida de ferramenta (SMED) e o trabalho padronizado (Pettersen, 2009; Gupta et al., 2016).
A produção enxuta pode ser vista a partir de cinco princípios: (i) valor; (ii) fluxo de valor; (iii) fluxo contínuo; (iv) produção puxada; e (v) perfeição. Um dos elementos de operacionalização do conjunto de princípios é o trabalho padronizado (Rother e Shook, 2003). O conceito de um trabalho efetuado corretamente está em como esse trabalho é especificado ao operador. Por isso, é fundamental conhecer e entender seu conteúdo, sua sequência, seu tempo de execução e seu resultado. Neste contexto, é essencial que cada atividade seja detalhada e clara para quem vai executar a função. A base estruturada para alcance de tais resultados é o trabalho padronizado (Fazinga e Saffaro, 2012; Mariz e Picchi, 2013).
A partir desta perspectiva, o presente artigo tem como propósito descrever e analisar de forma crítica a implementação do trabalho padronizado, baseado nos conceitos Lean Thinking. Bem como, discutir a sua influência e benefícios para o processo produtivo pesquisado.
Os princípios originais da produção enxuta são descritos da seguinte forma: filosofia como base; o processo certo produzirá os resultados certos; valorização da organização através do desenvolvimento de seus funcionários e parceiros; a solução contínua da raiz dos problemas conduz à aprendizagem organizacional (Liker e Meier, 2007). A essência da produção enxuta é a busca e eliminação de todo e qualquer desperdício (Ohno, 1997; Shingo, 1996). Muda ou desperdício é uma atividade que o cliente não está disposto a pagar, ou seja, não agrega valor ao produto (Pascal, 2008; Shingo, 1996).
A redução de perdas está inserida no pensamento enxuto, onde parte do objetivo é ter o conhecimento detalhado das atividades, para que então o processo fique sensível a anormalidades e seja possível eliminar as variações do processo (Womack et al., 1994). Busca-se eficiência da produção. Neste contexto, melhoria de eficiência está relacionada com a otimização do processo e algumas estratégias de gestão, tais como: utilizar a quantidade de mão de obra adequada para atender o takt time; utilizar células de manufatura capazes de responder as mudanças na programação; e a execução de trabalho padronizado (Ohno, 1997; Rother e Harris, 2002; Rother e Shook, 2003).
Focando no trabalho padronizado, este possui como base três elementos (Mondem, 1984; Ohno, 1997; Kishida et al. 2006; Narusawa e Shook, 2009) (Figura 1): (i) takt time, (ii) sequência do trabalho e (iii) estoque padrão.
Figura 1: Representação dos elementos básicos do trabalho padronizado.
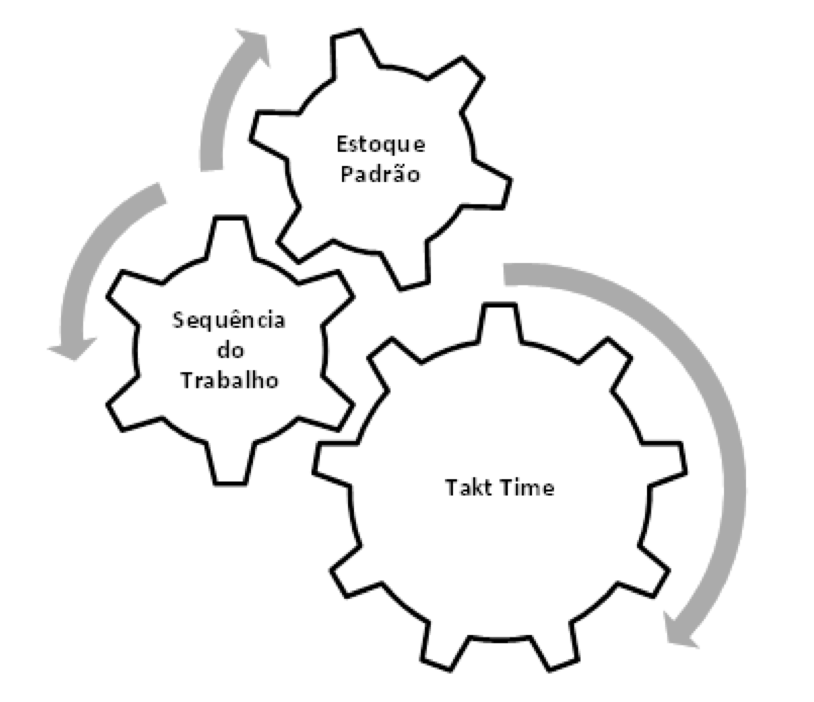
Fonte: Autores.
O takt time representa a velocidade ou frequência necessária para atendimento ao cliente, expresso pela divisão entre o tempo total disponível para produção e a demanda do cliente (Rother e Harris, 2002; Marksberry et al., 2011; Narusawa e Shook, 2009; Pascal, 2008). Este ritmo padrão é especificado em unidades de tempo em que se deve finalizar um determinado produto. Busca-se o balanceamento entre todos os processos (Mondem, 1984). Sem a especificação do takt time, não haveria limite temporal para a produção (Marksberry et al., 2011).
Entende-se sequência do trabalho como a ordenação das atividades atribuída a cada operador para que desempenhe sua função dentro do takt time (Mondem, 1984; Kishida et al., 2006). A sequência está relacionada com ordem de operações, não com ordem de processos (Ohno, 1997; Liker e Meier, 2007). No momento que o fluxo de valor é conhecido e um padrão de sequência de elementos e tempos de execução existem, as anomalias no processo ficam sensíveis, ou seja, fáceis de serem vistas e tratadas (Spear e Bowen, 1999). O objetivo aqui está ligado com alta produtividade, eficiência na execução do trabalho sem movimentos perdidos (Mondem, 1984). Sequência e takt time estão relacionados, sem a sequência de trabalho especificada, a resposta ao takt time pode variar em função do operador escolhido (Marksberry et al., 2011). O trabalho padronizado vai muito além de apenas seguir uma sequência de atividades em um determinado período, pois exalta o reconhecimento das conexões entre cliente e fornecedor como pontos-chave na cadeia de suporte à agregação de valor (Spear e Bowen, 1999).
O estoque padrão é visto como a quantidade mínima de estoque em processo necessária para assegurar o fluxo contínuo de produção (Ohno, 1997; Kishida et al., 2006). Fluxo contínuo significa produzir e movimentar um item por vez de acordo com o takt time, sendo que cada item deve passar imediatamente de uma etapa de processamento para a próxima, sem espera (ou qualquer outro tipo de desperdício) entre uma etapa e outra (Narusawa e Shook, 2009). Sem esta quantidade mínima, a sequência predeterminada das operações não poderia ser executada simultaneamente nas diversas áreas produtivas (Mondem, 1984). A implementação de um fluxo contínuo na cadeia de agregação de valor requer análise, e possível rearranjo, do layout fabril, muitas vezes convertendo os tradicionais layouts funcionais para células de manufatura. Esta iniciativa influencia no balanceamento das operações ao longo dos processos de fabricação/montagem (Ohno, 1997; Shingo, 1996). Cabe ressaltar que a quantidade padronizada de estoque contribui para a eliminação do excesso de inventário em processo, além da perda por espera já comentada, e para a redução do tempo total de produção (Mondem, 1984; Ohno, 1997; Narusawa e Shook, 2009).
Ao planejar um trabalho padrão é necessário realizar as análises referentes às máquinas, mão de obra, indicadores, nivelamento da produção, nível de gestão visual, fluxo de processo que compõe a célula de trabalho. O objetivo é definir o melhor arranjo possível, melhor fluxo do processo e de materiais, e demais quesitos garantindo a conexão necessária para atender o takt time (Rother e Harris, 2002; Pascal, 2008). Para atingir o fluxo contínuo, os tempos de ciclo dos postos de trabalho devem ser inferiores ao takt time (Ohno, 1997; Rother e Harris, 2002). O tempo de ciclo efetivo de um posto de trabalho inclui tempo de máquina, tempo manual, tempo de carga e descarga, tempo de controle de qualidade, entre outros tempos. Na prática, como a disponibilidade de recursos 100% é questionável e a demanda é considerada variável, recomenda-se que os tempos efetivos não ultrapassem 80% do takt time em cada ciclo (Rother e Harris, 2002). Para atender essa premissa são necessárias algumas ações, como: kaizen de ciclo efetivo, redução do tempo de ciclo, dividir tarefas, utilizar duas máquinas para mesma operação, ou ainda, utilizar duas células ao invés de uma (Rother e Harris, 2002; Rother e Shook, 2003). O ajuste entre tempo e volume são críticos. Se um processo subsequente precisa ser abastecido a intervalos irregulares, o precedente precisará de mais recursos como equipamentos e mão de obra para atender a capacidade (Shingo, 1996). Equilibrar carga e capacidade é decisivo. Pode-se entender carga como o volume de trabalho que precisa ser executado, já a capacidade, como a habilidade do conjunto máquina e operador concluir um trabalho desejado (Ohno, 1996).
Na construção do trabalho padronizado é necessário entender os elementos de trabalho envolvidos na operação. O elemento de trabalho pode ser definido como o menor incremento de trabalho passível de transferência para outro indivíduo. Continuando, separar o trabalho humano do trabalho de máquinas é um passo importante para maximizar as habilidades de cada operador, mas sempre acompanhando a sequência adequada predeterminada. Nos elementos de trabalho são medidos os tempos de cada incremento. Com base nestes tempos, pode-se montar um gráfico de balanceamento de operadores (GBO) e identificar possíveis melhorias na produção (Rother e Harris, 2002; Liker e Meier, 2007; Narusawa e Shook, 2009). Informações mais detalhadas do método de trabalho, como micro movimentos dos operadores, perdas pontuais com ferramentas ou ocorrências esporádicas, não são relevantes neste momento (Rother e Shook, 2003; Liker e Meier, 2007).
A gestão visual como outro aspecto de projeto inserido no trabalho padronizado é fundamental para colocar à mostra todas as ferramentas, peças, atividades e indicadores de desempenho do sistema de produção úteis à função em questão. Em suma, todas as informações representativas dos três elementos essenciais: takt time, sequência e estoque padrão. Assim, a situação da produção poderá ser entendida por todos os envolvidos. Para implantação da gestão visual no local de trabalho sugere-se começar pela criação de padrões de fácil entendimento. No sistema de produção enxuta, “padrões” são imagens claras de uma condição desejada. Os padrões tornam as situações anormais imediatamente óbvias induzindo as práticas de ações corretivas (Shingo, 1996; Ohno, 1997; Liker e Meier, 2007; Narusawa e Shook, 2009). A alta eficiência da produção é mantida pela prevenção da ocorrência de produtos com defeitos, eliminação dos erros operacionais, redução de acidentes e pelas ideias modificadoras e evolutivas dos operadores. O trabalho padronizado influencia tais acontecimentos (Ohno, 1997).
O trabalho padronizado é centrado na movimentação e trabalho do operador em processos repetitivos (Kishida et al., 2006) e os benefícios alcançados incluem: redução da variabilidade (Mondem, 1984; Shingo, 1996; Marksberry et al., 2011), menores taxas de erro (Mondem, 1984; Ohno, 1997; Spear e Bowen, 1999; Marksberry et al., 2011; Mariz e Picchi, 2013), simplificação do treinamento de novos funcionários (Mondem, 1984; Ohno, 1997; Marksberry et al., 2011), entendimento e documentação de processo atualizados (Spear e Bowen, 1999; Marksberry et al., 2011), estabelecimento de parâmetros para melhoria (Shingo, 1996; Spear e Bowen, 1999; Liker e Meier, 2007; Marksberry et al., 2011), redução de estoque em processo (Mondem, 1984; Kishida et al., 2006), ganho de produtividade (Mondem, 1984; Kishida et al., 2006; Mariz e Picchi, 2013), satisfação dos operadores (Kishida et al., 2006) e diminuição do risco de acidentes (Mondem, 1984; Kishida et al., 2006; Mariz e Picchi, 2013).
A questão de pesquisa que norteou este trabalho é: como implementar o trabalho padronizado em uma célula de manufatura, orientado pela filosofia lean. A origem da indagação foi um problema prático enfrentado por uma fábrica de tratores. Assim, esta pesquisa busca contribuir de forma pragmática com as operações industriais. Entende-se que o trabalho tem natureza aplicada (Manson, 2006).
A abordagem metodológica adotada para a investigação é a pesquisa-ação. Justifica-se o método por ser adequado ao caso com características empíricas e onde especialistas profissionais e acadêmicos juntam esforços para geração de soluções em uma organização (Tripp, 2005; Miguel et al., 2012). Pontos relevantes quanto ao método de pesquisa que reforçam a escolha (Coughlan e Coughlan, 2002): os pesquisadores interferem no ambiente de estudo; soluciona um problema e contribui para o conhecimento; há interação entre pesquisadores e envolvidos na situação de interesse; tem relação com mudança na organização; é conduzida em tempo real.
As etapas estruturadas para desenvolvimento da pesquisa-ação estão ilustradas na Figura 2.
Figura 2: Detalhamento das etapas da pesquisa-ação.
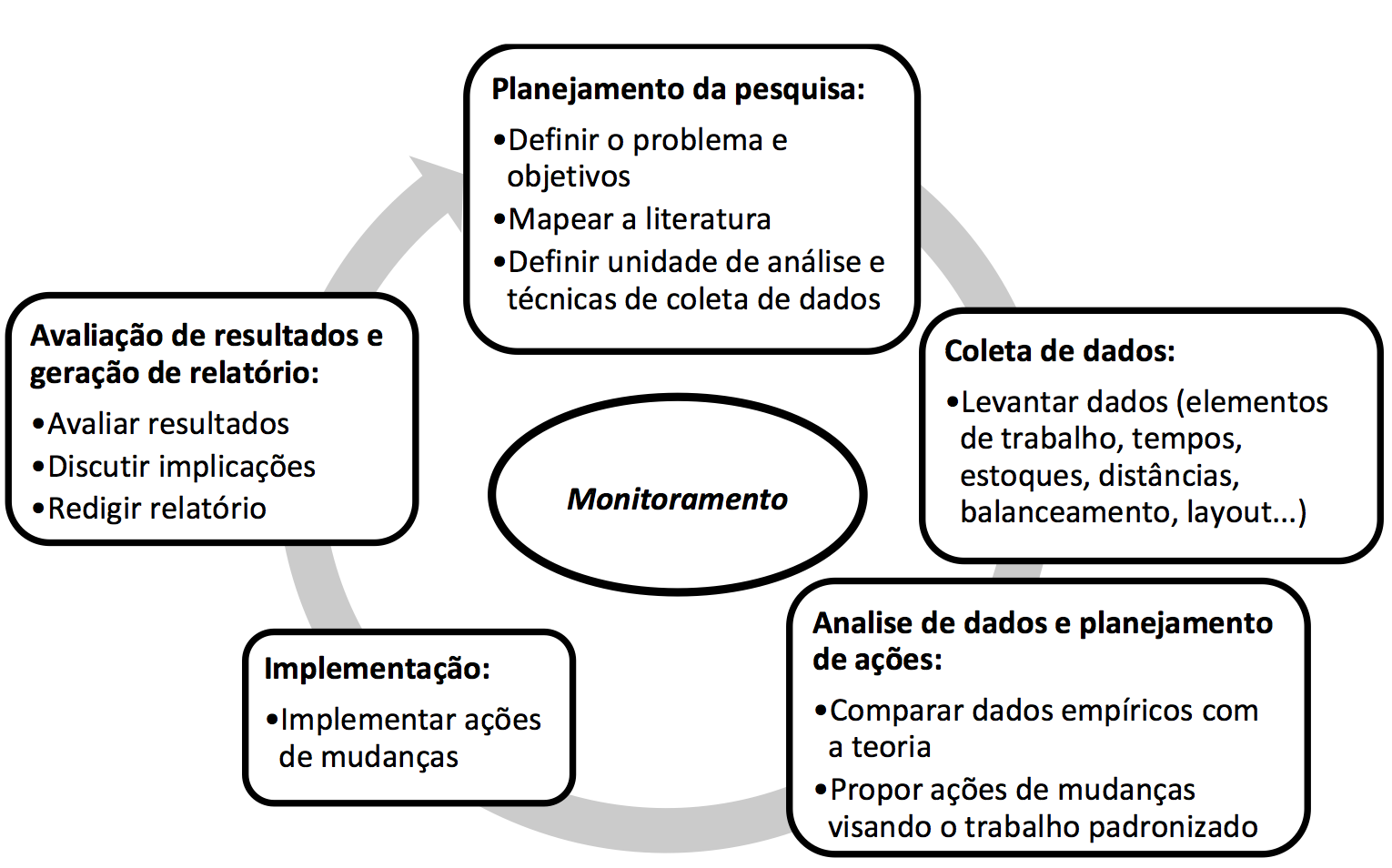
Fonte: Adaptado de Coughlan e Coughlan (2002), Miguel et al. (2012) e Mello et al. (2012).
Segue a descrição do desenvolvimento da pesquisa-ação a partir dos passos metodológicos explicitados na Figura 2.
O problema levantado ocorre em uma empresa multinacional montadora de tratores no Brasil. Em uma célula de manufatura ao longo de seu processo produtivo foi identificado, preliminarmente, desbalanceamento e não atendimento da demanda diária. O objetivo dos gestores da empresa era implementar o trabalho padronizado em tal célula, alinhado à filosofia lean dominante no ambiente estudado. A equipe de trabalho formada para investigar e solucionar a questão incluía especialistas profissionais da empresa e acadêmicos. Entre os especialistas práticos da empresa haviam operadores, técnicos das áreas de processo e qualidade, mais o supervisor direto da célula de manufatura. Enfim, uma equipe multifuncional para condução dos trabalhos. Cabe ressaltar que por definição dos gestores da empresa, a pesquisa se limita a estudar apenas a célula de manufatura dedicada à produção de eixos traseiros de tratores.
Outro passo no planejamento foi explorar a literatura especializada para melhor entendimento conceitual do trabalho padronizado e construção de uma base teórica para apoio às decisões ao longo da pesquisa-ação. Parte desta tarefa é representada pela seção Referencial Teórico deste artigo. As técnicas de coleta de dados definidas pela equipe de trabalho foram: filmagens do processo, observações diretas e documentos existentes.
Nesta etapa, a partir das técnicas predefinidas, foram levantados dados relacionados com: elementos de trabalho, sequência do trabalho em uso, tempos de ciclo, takt time, quantidade em estoque, distâncias percorridas, arranjo físico atual, quantidade de operadores, condições de máquinas, aspectos de gestão visual e indicadores de trabalho.
A célula de manufatura pesquisada estava em operação antes deste estudo. A coleta de dados partiu da situação atual de processo. Suportados pelas técnicas de coleta de dados já citadas, registros sobre elementos de trabalho, sequência do trabalho, tempos de ciclo e deslocamentos do operador foram apontados em planilhas Excel®. A Tabela 1 exemplifica parte do levantamento executado.
Tabela 1: Amostra parcial de elementos de trabalho, sequência e tempos de ciclo.
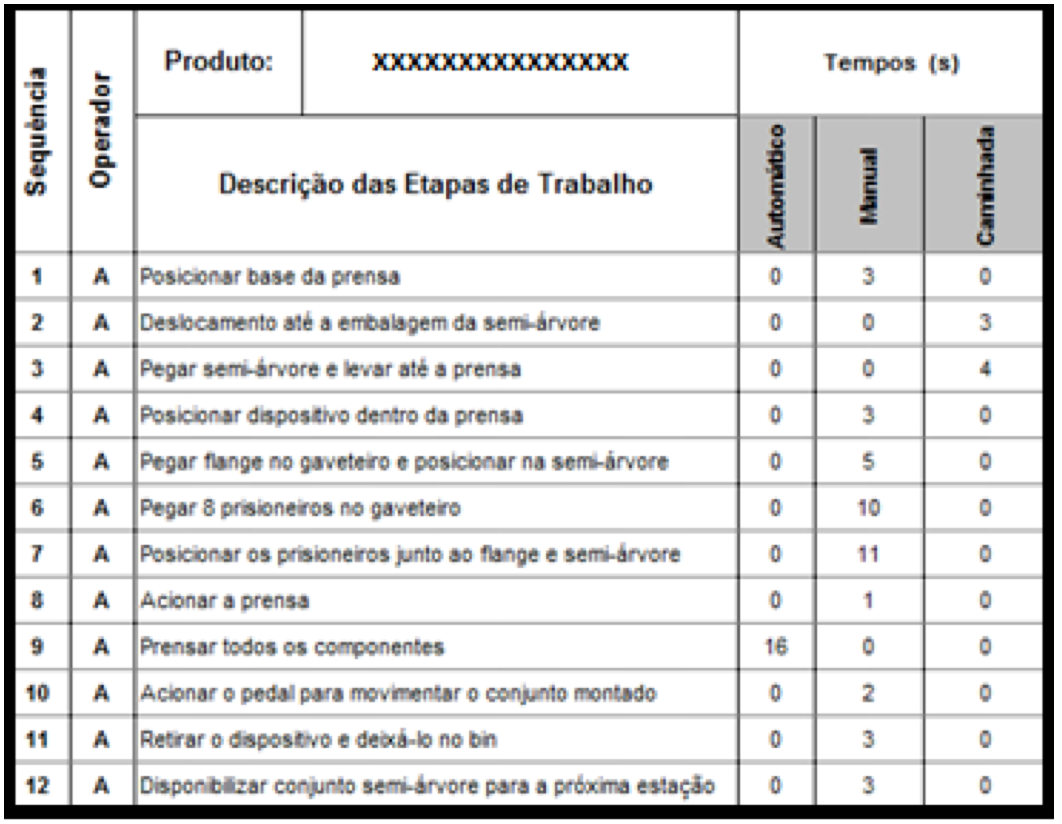
Fonte: Autores.
Dados complementares ao deslocamento do operador foram apoiados por diagrama de espaguete (Mariz e Picchi, 2013) (Figura 3). Na mesma forma de registro expõe-se o arranjo físico atual.
Figura 3: Layout atual e diagrama de espaguete do operador 1.
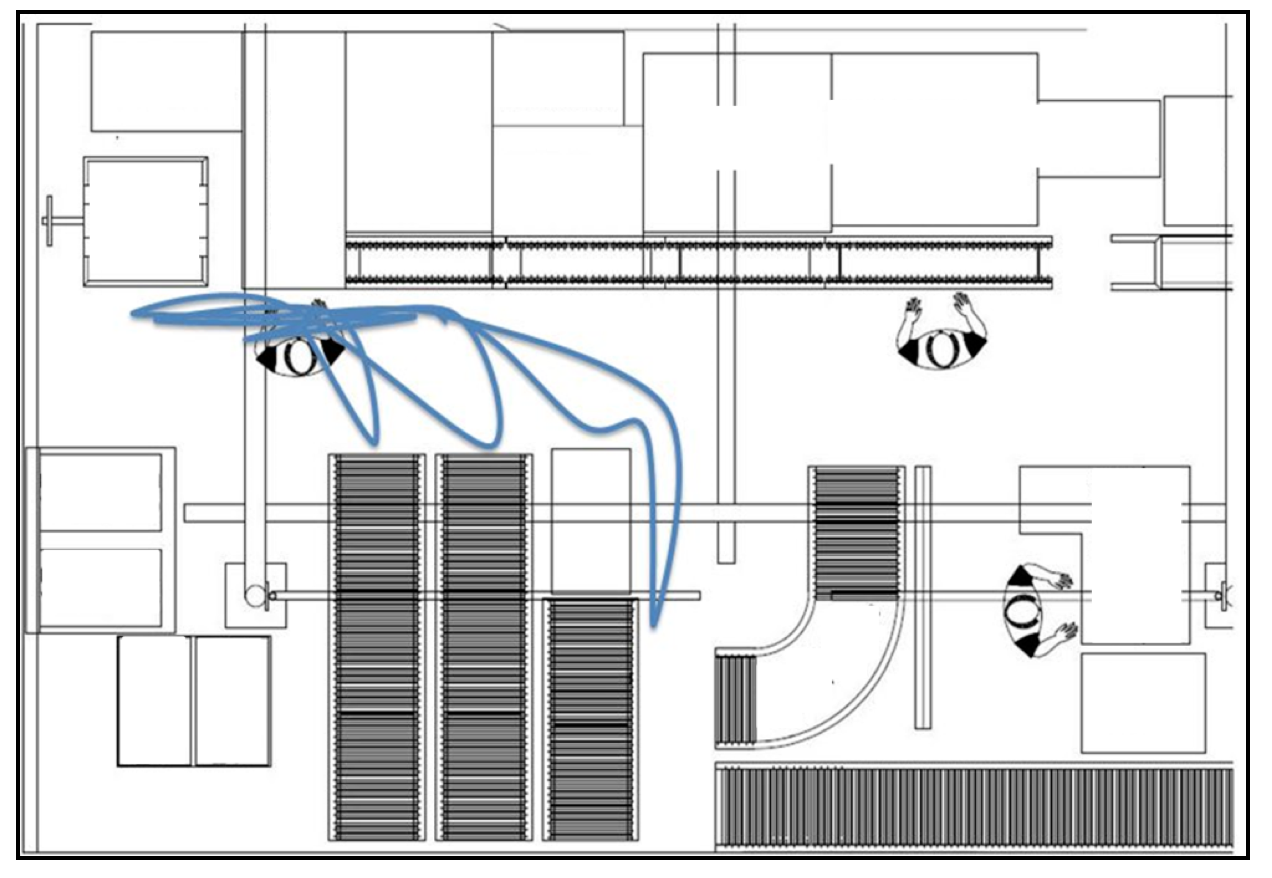
Fonte: Autores.
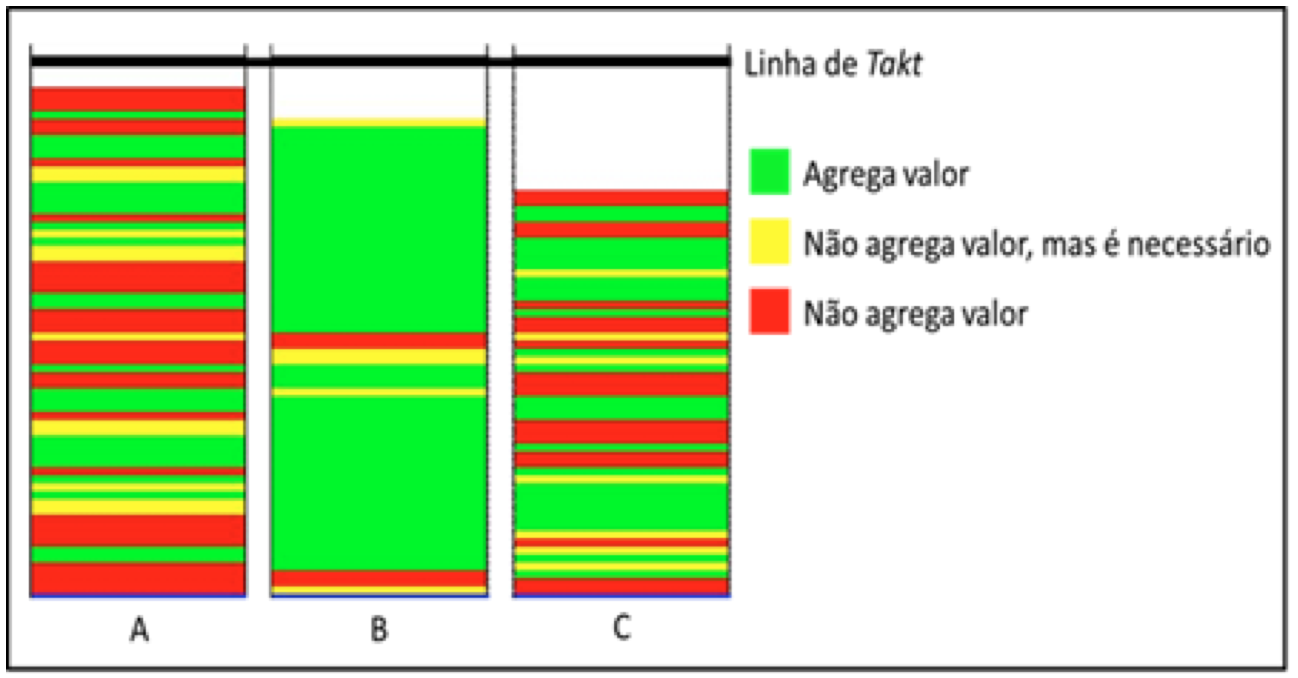
A distribuição dos elementos de trabalho, incluindo a atual sequência, em comparação com takt time é visto com o gráfico de balanceamento de operadores (GBO) ou Yamazumi chart. Na Figura 4 é possível observar as atividades que agregam valor, as atividades que literalmente não agregam valor e as atividades que não agregam valor, mas são necessárias para a execução da operação. A Tabela 2 explicita temporalmente as funções de cada um dos três operadores em comparação com o valor do takt time definido para a célula.
Figura 4: Yamazumi chart inicial da célula de manufatura.

Fonte: Autores.
-----
Tabela 2: Comparação inicial entre tempos de ciclo e takt time.
Operador |
Tempo de Ciclo (min) |
Takt Time (min) |
A |
8,5 |
6,8 |
B |
5,2 |
|
C |
5,2 |
Fonte: Autores.
A situação das máquinas na célula de manufatura foi considerada adequada pela equipe de trabalho, não merecendo atenção especial naquele momento. O julgamento foi balizado em função do baixo tempo de uso do maquinário, de registros não significativos de paradas por manutenção e não ocorrência de acidentes vinculados com os mesmos. Aspectos de gestão visual e indicadores nos postos de trabalho foram ponderados como nulos.
Nesta fase, a equipe de trabalho adotou alguns princípios que nortearam a análise e posteriores propostas de mudanças, baseados na filosofia lean. Buscam-se a identificação e eliminação de desperdícios encontrados na célula de manufatura e definições de padrões de trabalho. Os princípios básicos assumidos na preparação para o trabalho padronizado foram: (a) atender ao takt time; (b) produzir conforme a demanda; (c) eliminar atividades que não agregam valor; (d) manter fluxo contínuo; (e) balancear as operações na célula de manufatura.
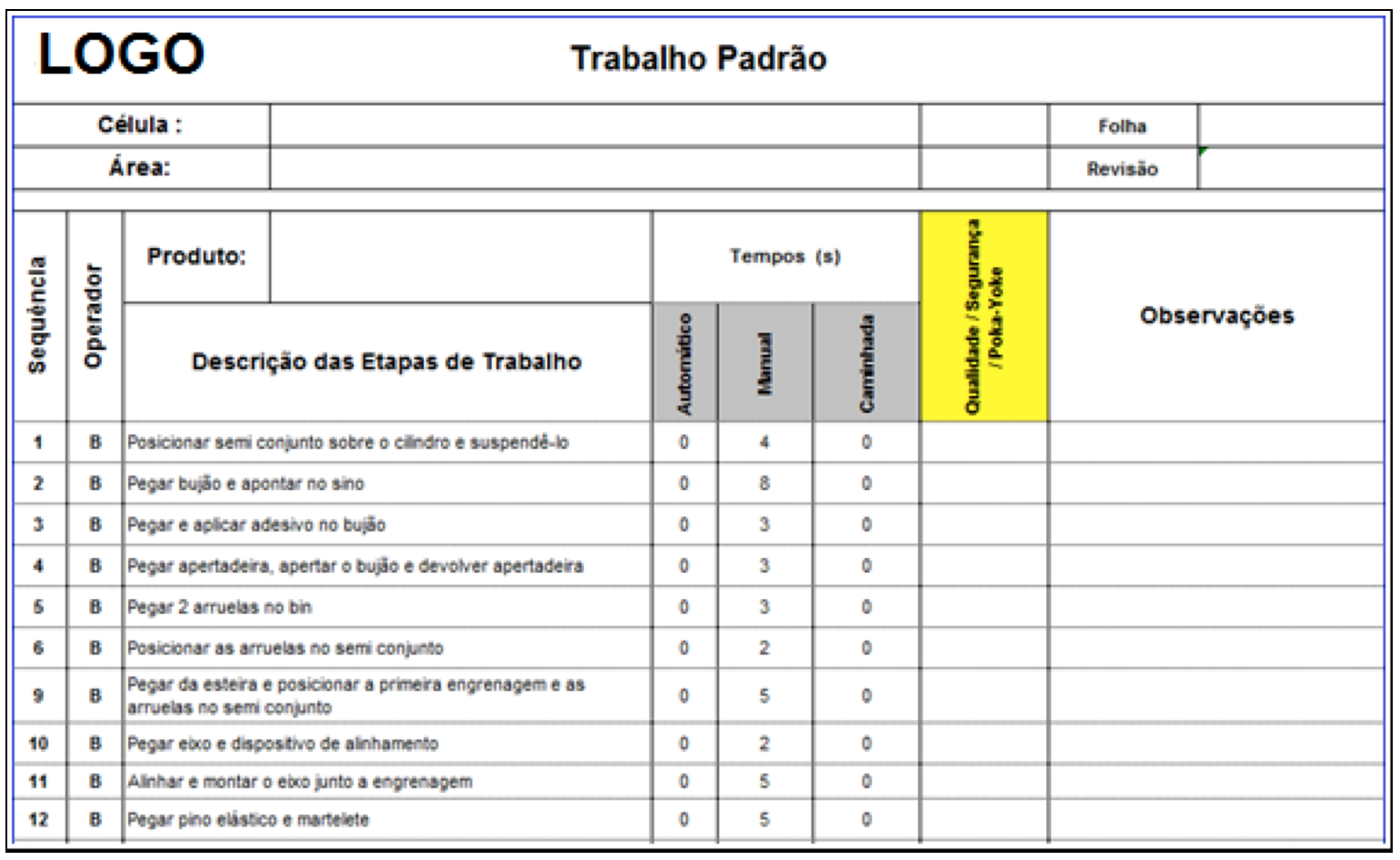
Com o auxilio do documento de tempos e elementos (exemplificado na Tabela 1), as etapas produtivas foram analisadas e reorganizadas no menor elemento possível, seguindo os passos de Rother e Harris (2002), Liker e Meier (2007), Narusawa e Shook (2009). Desperdícios identificados pela equipe de trabalho foram reduzidos e eliminados quando possível (Womack et al., 1994; Shingo, 1996; Ohno, 1997). Nova sequência de trabalho foi definida (Mondem, 1984; Kishida et al., 2006). A partir dos resultados alcançados, foi gerado um documento de registro e divulgação de parâmetros, contendo: sequência de trabalho; operador responsável; tempos de ciclo; itens de segurança, pontos críticos de qualidade ou alertas para uso de poka-yokes. O documento foi nomeado como "Folha de Trabalho Padronizado". A Figura 5 exemplifica parte do documento. Fotos explicitando atividades também foram adicionadas ao documento para auxiliar o operador na identificação dos principais pontos de montagem (Shingo, 1996; Ohno, 1997; Liker e Meier, 2007; Narusawa e Shook, 2009). Este documento tem como papel rotineiro ser o guia do operador em suas atividades diárias. A Folha de Trabalho Padronizado foi especificada para cada posto de trabalho na célula de manufatura.
Figura 5: Documentação (parcial) desenvolvida para o trabalho padronizado.
Fonte: Autores.
Com base nos levantamentos mostrados nas Figuras 3 e 4, mais a releitura de distribuição dos elementos de trabalho, um novo balanceamento das operações é alcançado, como sugerido por Rother e Harris (2002), Liker e Meier (2007), Narusawa e Shook (2009). O resultado da análise conjunta e propostas de mudanças é visto no Yamazumi chart (Figura 6). O Yamazumi chart é um conjunto de barras com elementos empilhados que mostra a carga de trabalho dos operadores a partir do seu respectivo tempo de ciclo. Cada barra representa um operador na célula de manufatura (Ingaldi e Jagusiak-Kocik, 2014). Na Tabela 3, as novas funções de cada um dos três operadores em comparação com o valor do takt time definido para a célula.
Figura 6: Yamazumi chart projetado para a célula de manufatura.

Fonte: Autores.
-----
Tabela 3: Comparação entre tempos de ciclo e takt time projetados.
Operador |
Tempo de Ciclo (min) |
Takt Time (min) |
A |
6,4 |
6,8 |
B |
6,7 |
|
C |
6,5 |
Fonte: Autores.
-----
A Figura 7 mostra o arranjo físico readequado após análise.
Figura 7: Layout readequado para atender ao trabalho padronizado.

Fonte: Autores.
Dentre as ações geradas com a análise dos dados coletados visando a implementação do trabalho padronizado, foi definido a introdução de kanban entre a célula em estudo e a célula a montante. Justificativas desta iniciativa partiram da necessidade de eliminação do desperdício de caminhada do operador nos momentos de transição dos ciclos de produção (Ohno, 1997; Shingo, 1996). Novas esteiras com demarcações de acionamento e limitadores de altura devem ser instaladas, padronizando a quantidade de estoque em processo (Kishida et al., 2006) e assegurando um fluxo contínuo de montagem (Narusawa e Shook, 2009). As mudanças viabilizam a troca da anterior produção em lotes para produção unitária, diminuição do lead time na célula de manufatura e a sincronização de processos via kanban (Mondem, 1984; Ohno, 1997; Narusawa e Shook, 2009).
Com apoio de reuniões diárias e objetivas, com duração de 15 minutos, mais participação ativa da equipe multifuncional durante os turnos de trabalho, acompanhou-se a implementação das ações em direção ao trabalho padronizado durante o período de 5 meses. O aspecto considerado mais desafiador deste projeto foi o fator pessoa. Os operadores possuíam perfis bastante distintos, o que tornou o relacionamento interpessoal um ponto chave para a implementação. No princípio, as ideias não eram expostas naturalmente pelos operadores, às vezes por receio, às vezes por não entendimento dos benefícios do trabalho padronizado no processo de montagem. Porém, conforme as reuniões foram acontecendo e as melhorias sugeridas pelos operadores ocorrendo, a confiança aumentou e com ela a sintonia entre os participantes. Neste contexto, as novas rotinas operacionais foram divulgadas e assimiladas pelos funcionários.
Uma vez o planejamento das mudanças colocado em prática, experiências evolutivas foram surgindo. Retomadas de tempos de ciclo, reavaliações de atividades e configuração foram executadas. Alinhadas a isso, foram promovidas rotações de operadores nos postos da célula de manufatura. O fato incentivou novas oportunidades de melhoria. A Figura 8 ilustra o balanceamento final da célula em comparação com o takt time após a implementação do trabalho padronizado. A equipe buscou atender a recomendação de Rother e Harris (2002) quanto à proporcionalidade máxima de 80% dos tempos de ciclo em relação ao takt time. A Tabela 4 mostra os tempos alcançados nesta fase.
Figura 8: Yamazumi chart após implementação do trabalho padronizado.
Fonte: Autores.
-----
Tabela 4: Comparação entre tempos de ciclo e takt time com o trabalho padronizado.
Operador |
Tempo de Ciclo [TC] (min) |
Takt Time [TT] (min) |
Relação TC/TT (%) |
A |
6,4 |
6,8 |
94,1 |
B |
6,0 |
88,2 |
|
C |
5,1 |
75,0 |
Fonte: Autores.
Resultados na célula de manufatura evidenciados na jornada: (i) redução das atividades sem agregação de valor em 40%; (ii) redução da taxa de erros em 17%; (iii) 50% de redução de estoque em processo; (iv) 20% de aumento de produtividade. Outro impacto percebido pela equipe de trabalho está relacionado com a satisfação dos operadores. Isso é sustentado pelo engajamento dos mesmos durante a implementação das ações, a aceitação do grupo quanto as mudanças ocorridas e o sentimento positivo externado pelos trabalhadores a partir dos resultados alcançados com o trabalho padronizado. Merece destaque, também, o fluxo constante de produção observado como nova característica da célula de manufatura. O funcionamento do kanban sincronizou os processos a montante com a célula e estabeleceu limites de estoque. O atendimento diário da demanda na célula passou a ser realidade.
Com a execução das ações de mudanças no sentido da implementação do trabalho padronizado e resultados atingidos é possível analisar os impactos sobre a célula de manufatura em estudo. Um ponto de partida na análise refere-se à disponibilidade de documentos vivos e úteis à operação - Folha de Trabalho Padronizado, no local adequado para a produção, de fácil entendimento para os operadores e comunicando aspectos diretamente ligados ao trabalho esperado para tal função, incluindo sequência de atividades, tempos, riscos para a segurança, pontos críticos de qualidade ou alertas de uso de poka-yokes. O que antes não existia com riqueza de detalhes. O trabalho de investigação sobre as operações e geração dos apontamentos de processo para definição dos padrões, oportunizou o entendimento e a documentação de processo atualizados, como citado por Spear e Bowen (1999) e Marksberry et al. (2011) em projetos desta natureza. O impacto gerado para a produção acompanha as colocações de Mondem (1984), Ohno (1997) e Marksberry et al. (2011) quanto a capacidade de simplificação do treinamento dos operadores com o trabalho padronizado. Julga-se que estes movimentos foram balizadores para outros benefícios.
Antes da implementação efetiva em produção, usuários da célula de manufatura participaram das definições de mudanças e todos os operadores foram treinados no novo padrão. A articulação de documentos mais detalhados, treinamento e condução inclusiva de equipe multifuncional nas iniciativas de trabalho contribuíram para formação de operadores melhores preparados para função. A redução na taxa de erros encontrada na célula de manufatura é considerada uma resposta positiva derivada destas ações, corroborando com os achados de Mondem (1984), Ohno (1997), Spear e Bowen (1999), Marksberry et al. (2011), Mariz e Picchi (2013).
De forma geral, ao longo da pesquisa buscou-se identificar e valorizar as atividades que agregavam valor, e reduzir ou eliminar as que não agregavam valor ao produto. Posto isso, ações de melhoria alteraram o conjunto de elementos de trabalho, sequência e tempos de ciclo. A célula foi rebalanceada e novos parâmetros de configuração alcançados, dentro do takt time. Mudanças no layout e sistemática de sincronização de processo foram propostas. Como implicações diretas, redução de estoque em processo, seguindo as argumentações de Mondem (1984) e Kishida et al. (2006), e ganho de produtividade, também citado nos estudos sobre trabalho padronizado de Mondem (1984), Kishida et al. (2006), Mariz e Picchi (2013).
Outro ponto a partir das realizações, os operadores passaram a exercer menor esforço físico durante suas atividades. Isso vai além do impacto no aumento da produtividade, permite o aumento na qualidade de vida no trabalho. A diminuição do risco de acidentes com o projeto de trabalho padronizado, como discutido por Mondem (1984), Kishida et al. (2006), Mariz e Picchi (2013), pode ser considerada um benefício potencial na empresa, apesar da dificuldade em comprovar isso, por dois motivos: (i) a célula era vista como ambiente seguro mesmo antes deste trabalho; (ii) o tempo de análise da implementação pode ser insuficiente para este fenômeno.
Cabe destacar a ocorrência de um novo balanceamento da célula durante a etapa de implementação. O fato não apenas colaborou com os ganhos já citados, mas mostra o nível diferenciado da produção quanto a oportunidades de tomadas de decisão evolutivas baseadas nos padrões assumidos. O trabalho padronizado auxilia na visualização de pontos de melhoria e equaliza as execuções de forma que todos os operadores mantenham um padrão de atendimento da demanda com qualidade e segurança. Shingo (1996), Spear e Bowen (1999), Liker e Meier (2007) e Marksberry et al. (2011) defendem que o trabalho padronizado estabelece parâmetros para melhoria, o que foi evidenciado nesta pesquisa.
A nova postura produtiva refletiu em constante aderência do volume produzido com o volume planejado. O atendimento diário da demanda evidencia benefícios ao processo produtivo. Este avanço pode ser considerado coerente com a potencial redução de variabilidade destacada por Mondem (1984), Shingo (1996) e Marksberry et al. (2011).
É preciso ressaltar que as alterações e padronizações no processo só foram possíveis devido à interação entre especialistas práticos e acadêmicos, assim como, pelo valor reconhecido nas mudanças, tanto por gestores como pelos operadores da célula de manufatura. Sem a colaboração de todos os envolvidos, o trabalho padronizado poderia representar apenas novos documentos na empresa. Ao serem questionados sobre os resultados da pesquisa, os operadores relataram que se sentiram elementos chave no processo. Isto alavancou o engajamento dentro dos times, tornando possível a implementação das ações. Kishida et al. (2006) relatam sobre a satisfação dos operadores com projetos de trabalho padronizado, aqui evidenciado também.
Ao longo de todas as etapas da pesquisa-ação, a equipe de trabalho, em especial os acadêmicos, concentrou energia no monitoramento de todas as atividades. Cumprimento de prazos, foco no escopo do projeto, desencadeamento de ações de forma estruturada e alinhamento das mudanças com o objetivo central - implementação do trabalho padronizado, sempre pautaram as movimentações do grupo. Fechando, o último passo da pesquisa foi a redação e ampla comunicação dos acontecimentos, tais registros constituem este artigo.
O artigo descreveu e analisou de forma crítica a implementação do trabalho padronizado em uma célula de manufatura, baseado em conceitos lean. Foram discutidas as ações tomadas e suas implicações no processo produtivo. A pesquisa centrada em um problema prático de uma fábrica de tratores contribuiu para a resolução da questão empresarial e avançou na compreensão do tema trabalho padronizado.
Os benefícios alcançados na empresa com a pesquisa-ação incluem: redução da variabilidade; redução de estoque em processo; melhoria na qualidade; aumento da produtividade; simplificação de treinamentos; documentação de processo atualizada; instituição de parâmetros para melhoria; e satisfação dos operadores. Estes resultados corroboram com outros estudos, como de Mondem (1984), Shingo (1996), Ohno (1997), Spear e Bowen (1999), Kishida et al. (2006), Liker e Meier (2007), Marksberry et al. (2011), Mariz e Picchi (2013).
A análise dos achados de pesquisa destaca a importância das pessoas, influenciando tanto os processos de implementação quanto os resultados de execução das atividades padrão. Esta relevância das pessoas no contexto empresarial e em situações de mudança na organização acompanha as conclusões de Birdi et al. (2008), Silva Jr. e Da Silva (2014), porém agora, em projeto de trabalho padronizado.
Os resultados obtidos não podem ser generalizados. Estes são específicos a situação investigada, uma limitação deste trabalho. Porém, este estudo respondeu a uma necessidade explícita da empresa pesquisada e potencializou ganhos de competitividade para a mesma. Inclusive, esta abordagem será aplicada em outras áreas da fábrica em iniciativas futuras, conforme os gestores do negócio. A investigação também ampliou a literatura sobre trabalho padronizado, a partir do aprendizado gerado na experiência e interação entre os especialistas práticos e acadêmicos, e no detalhamento das ações tomadas neste caso, permitindo suas replicações. Mas ainda existem caminhos para avançar. Algumas melhorias levantadas e discutidas em grupo durante os trabalhos envolviam alterações no produto. Nesta primeira rodada da pesquisa-ação, não foram tratadas. Em consequência disso e mantendo a característica cíclica da estratégia metodológica, formam oportunidades para análises futuras na célula de manufatura estudada. Para finalizar, outra linha de pesquisa, mais ampla e flexível quanto ao objeto de estudo, pode estar relacionada com a redução dos riscos de acidentes com o projeto de trabalho padronizado. Nesta investigação não foi possível evidenciar tal efeito no processo produtivo como sugerido por Mondem (1984), Kishida et al. (2006), Mariz e Picchi (2013). Cabe ressaltar, que as conclusões aqui não direcionam para a negação deste impacto, mas como lacuna para novos estudos.
BIRDI, K.; CLEGG, C.; PATTERSON, M.; ROBINSON, A.; STRIDE, C.B.; WALL, T,D,; MADEIRA, S.J. (2008) The impact of human resource and operational management practices on company productivity: a longitudinal study. Personnel Psychology, 61, 467-501.
CARNEIRO, C.J.M.; COSTA, R.S.; JARDIM, L.S.; VIANA, A.L.; SANTOS, R.M.S. (2017) Proposta de uso do lean office na redução do tempo de atendimento na análise de projetos das indústrias do polo industrial de Manaus. Revista Espacios, 38(19), 9.
CHIMINELLI, C., PEREIRA, R.; HATAKEYAMA, K. (2017) Implementação de melhorias no setor têxtil empregando metodologia lean manufacturing e simulação no software Flexsim. Revista Espacios, 38(19), 36.
COUGHLAN, P.; COUGHLAN, D. (2002) Action research for operations management. International Journal of Operations & Production Management, 22(2), 220-240.
DA CAS, F.; DA SILVA, M.G.; LUZ, D.F.; PACHECO, D.A.J. (2014) Implicações da redução de setup na produtividade da indústria farmacêutica. Revista GEITEC, 5(1), 1764-1779.
DA SILVA, M.G. (2016) Jidoka: conceitos e aplicação da autonomação em uma empresa da indústria eletrônica. Revista Espacios, 37(2), 17.
FAZINGA,W.; SAFFARO, F. (2012) Identificação dos elementos do trabalho padronizado na construção civil. Ambiente Construído, 12(3), 27-44, jul./set.
GUPTA, S.; SHARMA, M.; VIJAYA SUNDER, M. (2016) Lean services: a systematic review. International Journal of Productivity and Performance Management, 65(8), 1025-1056.
INGALDI, M.; JAGUSIAK-KOCIK, M. (2014) Lean tool used in the automotive industry. Production Engineering Archives. Poland, 4(3), 7-10.
KISHIDA, M.; SILVA, A.H.; GUERRA, E. (2006) Benefícios da implementação do trabalho padronizado na Thyssenkrupp. Lean Institute Brasil. Disponível em: <www.lean.org.br/artigos/95/beneficios-da-implementacao-do-trabalho-padronizado-na-thyssenkrupp.aspx>. Acesso em: 02 maio 2017.
LIKER, J.K.; MEIER, D. (2007) O modelo Toyota: manual de aplicação. Porto Alegre: Bookman.
MANSON, N.J. (2006) Is operations research really research? Orion, 22(5), 155-180.
MARIZ, R.N.; PICCHI, F.A. (2013) Método para aplicação do trabalho padronizado. Ambiente Construído, 13(3), 7-27, jul./set.
MARKSBERRY, P.; RAMMOHAN, R.; VU, D. (2011) A systems study on standardized work: a Toyota perspective. International Journal of Productivity and Quality Management, 7(3), 287-303.
MELLO, C.H.P.; TURRIONI, J.B.; XAVIER, A.F.; CAMPOS, D.F. (2012) Pesquisa-ação na engenharia de produção: proposta de estruturação para sua condução. Produção, 22(1), 1-13, jan,/fev.
MIGUEL, P.A.; FLEURY, A.; MELLO, C.H.P.; NAKANO, D.N.; LIMA, E.P.; TURRIONI, J.B.; HO, L. L.; MORABITO, R.; MARTINS, R.A.; SOUZA, R.; COSTA, S. E. G.; PUREZA, V. (2012) Metodologia de pesquisa em engenharia de produção e gestão de operações. 2. ed. Rio de Janeiro: Elsevier: ABEPRO.
MONDEM, Y. (1984) Sistema Toyota de Produção. São Paulo: IMAM.
NARUSAWA, T.; SHOOK, J. (2009) Kaizen Express – Fundamentos para a sua jornada lean. São Paulo: Lean Institute Brasil.
OHNO, T. (1997) O Sistema Toyota de Produção – Além da produção em larga escala. Porto Alegre: Bookman.
PASCAL, D. (2008) Produção lean simplificada: um guia para entender o sistema de produção mais poderoso do mundo. Porto Alegre: Bookman.
PETTERSEN, J. (2009) Defining lean production: some conceptual and practical issues. The TQM Journal, 21(2), 127-142.
ROTHER, M.; SHOOK, J. (2003) Aprendendo a enxergar: mapeamento do fluxo de valor para agregar valor e eliminar o desperdício. São Paulo: Lean Institute Brasil.
ROTHER, M.; HARRIS, R. (2002) Criando fluxo contínuo: um guia de ação para gerentes, engenheiros e associados da produção. São Paulo: Lean Institute Brasil.
SHINGO, S. (1996) O Sistema Toyota de Produção do ponto de vista da engenharia de produção. Porto Alegre: Artes Médicas.
SILVA JR., R.F.; DA SILVA, M.G. (2014) Implicações a partir da implementação do ERP em uma empresa do setor EPC (Engineering, Procurement and Construction). Revista Espacios, 35(11), 19.
SPEAR, S.; BOWEN, K. (1999) Decoding the DNA of the Toyota production system. Harvard Business Review, 97-106, September-October.
TRIPP, D. (2005) Pesquisa-ação: uma introdução metodológica. Educação e Pesquisa, São Paulo, 31, 443-466, set./dez.
WOMACK, J.P.; JONES, D.T. (2004) A mentalidade enxuta nas empresas – Lean Thinking. Rio de Janeiro: Campus.
WOMACK, J.P.; JONES, D.T.; ROSS, D. (1994) A máquina que mudou o mundo. Rio de Janeiro: Campus.
1. Graduanda em Engenharia de Produção. Universidade Luterana do Brasil - ULBRA, Canoas, Brasil, eveschenatto@gmail.com
2. Doutorando em Engenharia de Produção e Sistemas. http://orcid.org/0000-0002-7446-6909. Professor na Universidade Luterana do Brasil - ULBRA, Canoas, Brasil, macaliston@ulbra.edu.br