![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 41) Año 2017. Pág. 28
Lowrrane Paollo PINHEIRO 1; Edson Hermenegildo PEREIRA JUNIOR 2; Silvana Ligia VINCENZI 3
Recibido: 07/04/2017 • Aprobado: 10/05/2017
3. Estudos de Tempos e Métodos
4. Procedimentos metodológicos
5. Análise e discussão dos dados
RESUMO: O crescimento tecnológico exige consciência das instituições sobre a importância da Gestão da Produção e melhoria da produtividade. Este trabalho objetiva melhorar processos produtivos, aumentando a capacidade e utilização dos recursos numa empresa de fabricação de móveis metálicos. O projeto demonstrou importância do estudo de tempos e métodos para a criação de uma Planilha dinâmica, que determina a capacidade de cada posto de operação da indústria, identificando desperdícios e propondo melhorias para as perdas do processo e aumento da capacidade. |
ABSTRACT: Technological growth has required an awareness of the institutions about the importance of production management and improved productivity. This work aims to improve the production process to increase capacity and resource utilization in a metal furniture manufacturing company. The project demonstrated the importance of studying times and methods for creating a dynamic worksheet, which determines the capacity of each operator station of an industry, thus identifying waste and proposing improvements to the losses of the process and increased capacity. |

A empresa para se manter competitiva, atender as necessidades dos clientes e para conquistar volumes de lucros crescentes necessita se transformar produtivamente e buscar ganhar espaços mundiais. Assim, evolui de um estágio de qualidade e produtividade menor para um estágio de inovações intensas e constantes na busca da redução de custos, da incorporação e inovações (CARON, 2003).
A produção enxuta tem um comportamento multidimensional que contém diferentes práticas gerenciais, como: Just in time, ferramentas de qualidade, layout, trabalho em equipe, entre outros, em um sistema constituído, focado na identificação e eliminação de desperdícios por todo o sistema produtivo de um produto (CRUTE et. al., 2003; SCHERRER-RAUTHJE, BOYLE & DEFLORIN, 2009; SHAH & WARD, 2003). O conceito inicial é que essas práticas trabalham em conjunto para manufaturar produtos de alta qualidade, no tempo certo de acordo com a demanda do consumidor, com escasso ou nenhum desperdício (SHAH & WARD, 2003).
Este trabalho objetiva implantar o estudo de tempos e métodos na linha de arquivo de aço, para a criação de uma planilha dinâmica. A planilha será utilizada com o intuito de melhorar o processo produtivo, identificando e eliminando desperdícios, como superprodução, filas e estoques, uxiliando assim melhorias possíveis no processo de manufatura de arquivos de aço.
A planilha para a organização contribui para produzir no ritmo certo sem ter excedente tanto de produção como de estoques. Desta forma, otimiza o processo produtivo, bem como o aumento da produção e melhoria na utilização dos recursos. Consequentemente, aumenta a competitividade da indústria no setor, satisfazendo seus clientes, gerando na empresa um alto desempenho nas comunicações internas de seus processos e nas suas comunicações externas com clientes e fornecedores.
Conceito de Produção enxuta pode ser administrado em qualquer sistema produtivo (WOMACK, 2006) e assim começam a ser notado em todos os setores de bens e serviços. Exemplos que confirmaram essa tendência estão cada vez mais comuns e podem ser visualizados na construção civil, em empresas de créditos, indústrias, entre outros (SOUZA, 2008).
A filosofia Just in time (JIT) tem como objetivo melhorar os processos e procedimentos, a fim de reduzir continuamente os desperdícios. Em um contexto geral é analisar todas as atividades realizadas na organização e identificar aquelas que não geram valor agregado para a produção (CORRÊA, GIANESI & CAON, 2010).
Com base em Slack, Chambers e Johnston (2009), a parte mais significativa da filosofia enxuta é seu foco na eliminação de todas as formas de desperdício, que não agregam valor nas atividades, os quais são listados como “os sete tipos de desperdícios”. São eles:
As empresas no setor metal mecânico que adotam JIT ainda são de forma parcial, pois as determinadas instituições têm como foco a redução de custos através da diminuição de estoques, mantendo-se assim competitivas no mercado. E destaca-se também a falta de cooperação entre cliente e fornecedor, visto que existe uma política de desenvolvimento de produto, adaptação dos processos internos e melhoria nas previsões de demanda (ROCHA et al., 2013).
A cronometragem é um dos meios mais utilizados dentro da indústria para medir o tempo de trabalho efetuado dentro de uma linha de produção. Em uma indústria os tempos de produção de linhas automatizadas variam muito pouco, e quanto maior for à intervenção de trabalhadores, maior serão as dificuldades em medir de modo correto os tempos. Uma vez que cada operador tem práticas, estímulos e empenho diferentes (MARTINS & LAUGENI, 2005).
Para Martins e Laugeni (2005), antes de chegar no tempo padrão deve-se determinar dois tipos de tempos sobre a mesma operação: Tempo real e o Tempo Normal.
Em poucas palavras é o tempo que uma pessoa trabalha, prevendo interrupções na execução da sua atividade, para atender necessidades pessoais e proporcionando algum descanso, assumindo um fator de ritmo ou eficiência para toda a tarefa.
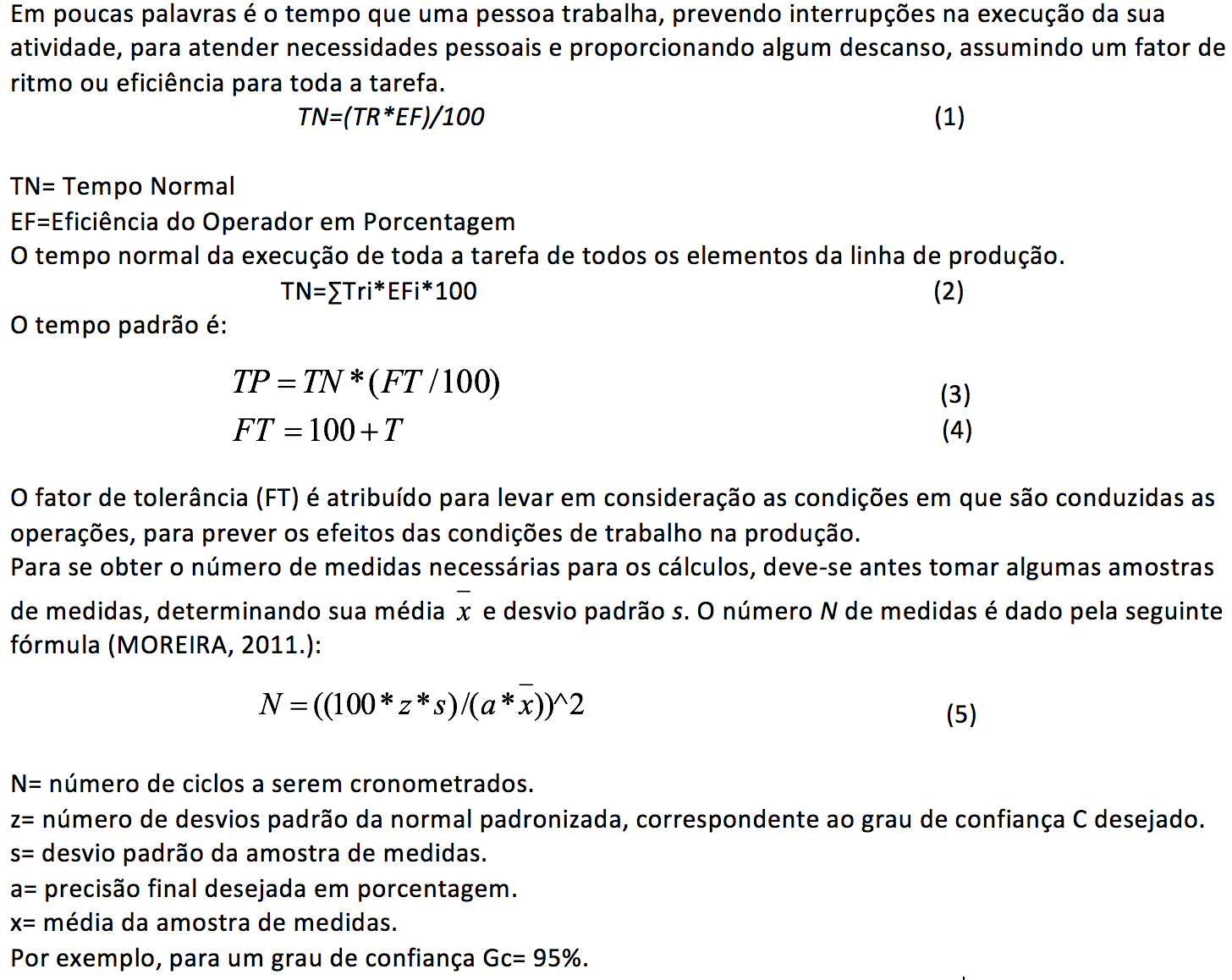

Para Martins e Laugeni (2005), a fabricação de uma peça geralmente segue a execução de uma sequência de operações. Nesse caso, o procedimento a ser seguido é:
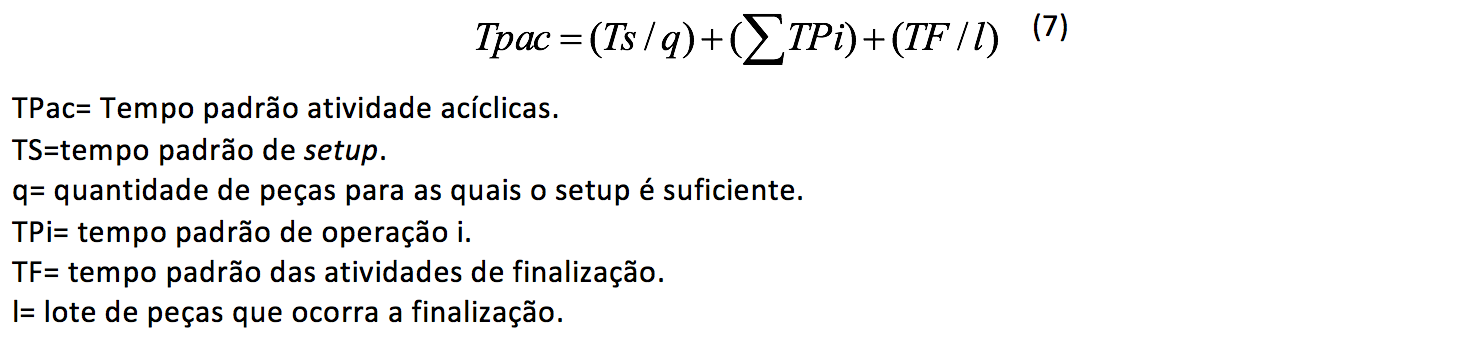
Deve-se ainda verificar se existem atividades de setup e de finalização. Entende-se por setup, ou preparação, o trabalho realizado para se colocar o equipamento em condição de manufaturar uma nova peça com qualidade em produção normal. O tempo de setup é o tempo gasto na nova preparação do equipamento até o instante em que a produção é liberada. O setup é analisado como uma atividade acíclica dentro do processo de produção, pois ocorre a cada vez que se produz um lote de peças e não somente uma peça específica.
Capacidade é a quantidade máxima de produtos e serviços que podem ser produzidos em uma unidade produtiva, tanto por ano, mês, semana ou por dia. Unidade produtiva é definida como uma loja, departamento, hospital, máquina ou posto de trabalho. Percebe-se que existem vários fatores que interferem na capacidade produtiva como: excesso de movimentação, estoque, produtos defeituosos entre outros e se quiser aumentar a capacidade produtiva, deve-se alterar pelo menos um destes fatores. (MOREIRA, 2011.):
A equação da capacidade pode ser expressa na Equação 8, utilizando o tempo padrão como base (KATO, TAKAKI & SOUZA, 2003):

Em meio a esse contexto, define-se o conceito de utilização ou ocupação, os quais são porcentagem que o equipamento, espaço ou a mão-de-obra está sendo utilizado. A fórmula para o cálculo da utilização pode ser observada na Equação 9 (KRAJEWSKI, RITZMAN & MALHOTA, 2009).

A taxa média de produção e a capacidade máxima necessitam estar nas mesmas grandezas para conseguir se efetuar os cálculos, exemplo: tempos, clientes, unidade, milímetros. Com o cálculo da taxa de utilização em porcentagem é possível analisar se é fundamental aumentar a capacidade ou diminuir o que é desnecessário (KRAJEWSKI; RITZMAN; MALHOTA, 2009).
Esta pesquisa tem natureza aplicada, quanto a abordagem do problema é quantitativa e quanto aos fins é exploratória, descritiva. Em relação aos procedimentos técnicos é um estudo de caso e documental (GIL, 2010; MARCONI & LAKATOS, 2003). O estudo de caso foi realizado numa empresa de médio porte do setor moveleiro instalada em um parque industrial de 4930m2 no Oeste do Paraná. Suas atividades começaram no ano de 2001 com a produção de armários, arquivos, estantes, roupeiros, prateleiras e produtos diversos, com o intuito de atender o mercado de móveis de aço. Posteriormente, visualizando novas possibilidades, a empresa avançou com a fabricação de móveis para escritório na linha de madeira. O processo de produção de móveis metálicos escolhido foi o arquivo de aço. O critério de escolha foi por ser o mais rentável da organização de acordo com os documentos analisados.
Para a realização desta análise a pesquisa foi dividida em três etapas principais, que são mostradas na sequência.
A primeira etapa começa com um aprofundamento dos referenciais teóricos e conceituais, já citados, com o intuito de propiciar conceitos relevantes para a realização da pesquisa.
Na segunda etapa, realiza-se a coleta de dados, na família de arquivo de móveis de aço. Para tal foram conduzidas a) observações diretas, b) análise documental;
De acordo com Gilbreth (1917) o estudo de método envolve percorrer sistematicamente seis passos os quais são: operação, movimentação, transporte, inspeção, espera e armazenamento para observar o ambiente do processo do arquivo de aço, a forma de trabalhar e o perfil dos profissionais.
Desta forma, pode-se conhecer detalhadamente o processo de fabricação e os tempos de produção do arquivo de aço e identificar de acordo com Corrêa, Gianesi e Caon (2010), todas as categorias de desperdícios, listados como “os sete desperdícios”, os quais não agregam valor, e devem ser eliminados.
Para conseguir-se aplicar adequadamente o JIT, que visa não somente eliminar desperdícios, mas colocar o componente certo no lugar certo e na hora certa. Efetuou uma análise documental e obtiveram-se os dados de vendas de cada mês durante um ano (Tabela 2) e que auxiliou na porcentagem de venda de cada tipo de móveis metálicos em relação ao total. Foi identificado o móvel metálico mais rentável produzido e qual é a participação do Arquivo de Aço na linha de produção.
Na terceira etapa, dentro da indústria foi identificado todo percurso da matéria-prima e os envolvidos no processo por meio de observações diretas e análise de documentos, possibilitando a elaboração da planilha de capacidade de acordo com o layout da fabrica, bem como a ocupação sobre a linha de produção do arquivo de aço. Com esta planilha, onde os valores estão totalmente interligados, pode-se observar que ao modificar um valor altera todos os outros, mostrando a capacidade instalada (Tabela 1), o tempo padrão de produção, capacidade e ocupação por posto de trabalho. O qual tem como objetivo identificar os motivos das possíveis interferências, falhas na linha de produção e desperdícios.
Destacaram-se as vantagens e desvantagens do sistema produtivo, e por fim sugeriram-se à indústria algumas melhorias utilizando o embasamento teórico, almejando aumentar a produtividade com a utilização dos recursos instalados e ainda, a necessidade de treinar pessoas para executar de forma correta a planilha.
A Figura 2 apresenta uma parte do processo como exemplo da fabricação de arquivos metálicos, o qual foi analisado desde o pedido do cliente até a entrega do produto acabado. Deste modo, ficou compreendido como funcionava o processamento da chapa de aço até se tornar um arquivo de aço.
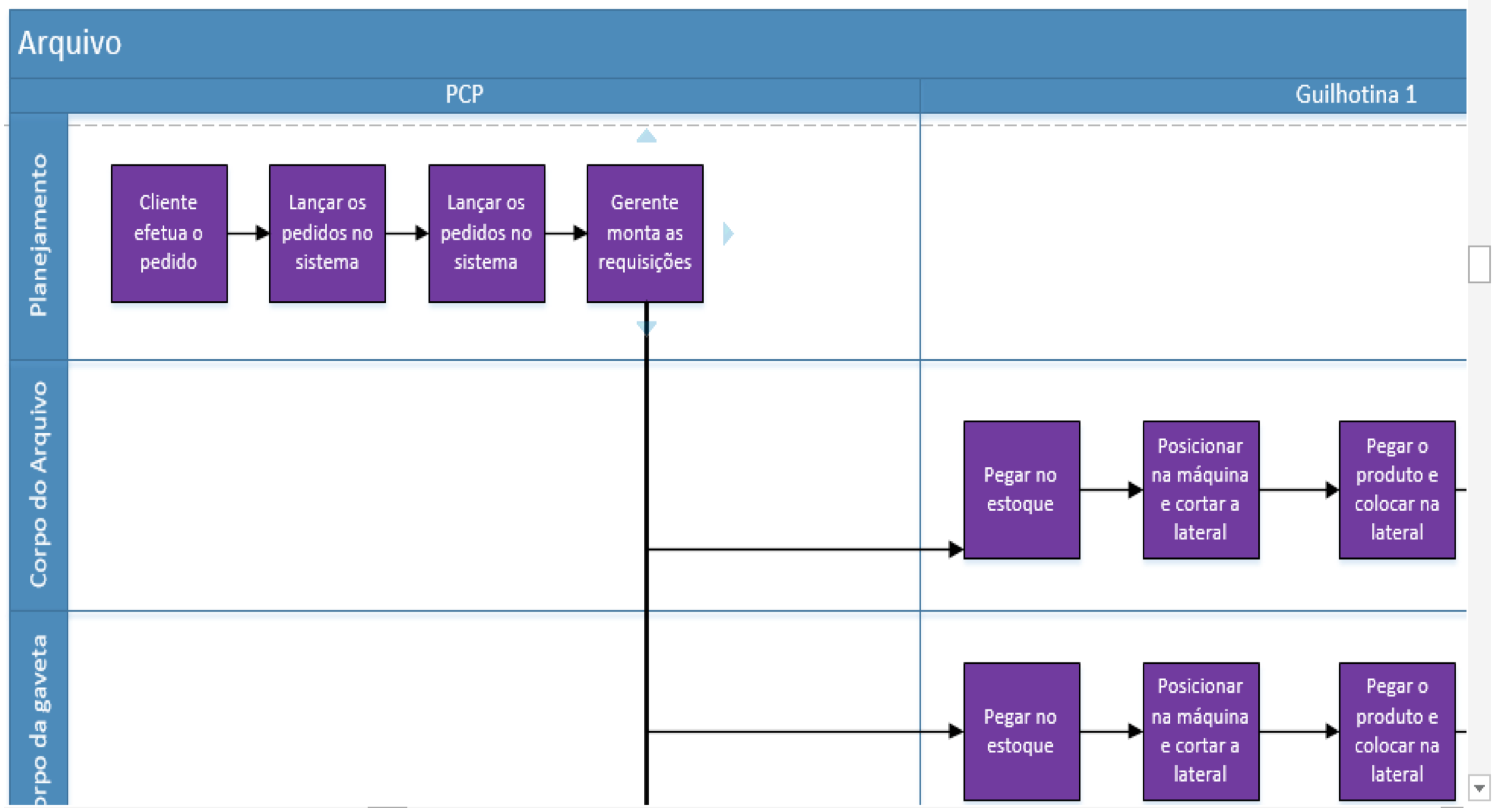
Figura 2 - Mapeamento do Processo de produção de Arquivos Metálicos
Fonte: Autor.
Observa-se na figura 2 o detalhamento do processo de produção de arquivo de aço que teve como objetivo fazer uma análise detalhada de toda a linha de arquivo de aço. Essa analise mostra detalhadamente como funciona cada posto de trabalho e suas determinadas funções, possibilitando uma visão sistemática de todo o processo. O mapeamento foi divido em peças produzidas de arquivo de aço na vertical e máquinas que efetuam o processo na horizontal, desta forma ficando evidente o que se produz em cada local.
Com o mapeamento do processo dividido em produtos e equipamentos, pode-se entender e identificar todo o fluxo da produção e fazer a tomada de tempo preliminar do método proposto.
Foram obtidos o tempo padrão, a capacidade e ocupação com uma exigência de confiança de 95% com uma precisão de 5% nos dados de todos os postos de trabalho, considerando um fator de tolerância de 30% de acordo com a gerência e sua experiência na gerência da linha de produção.
O tempo disponível considerado para o método proposto é a duração do expediente diário da fábrica, o qual é de 31680 segundos/dia. A organização trabalha cinco dias da semana, no turno matutino e vespertino.
A Tabela 1 mostra os resultados obtidos dentro da linha de produção de arquivo de aço.
Tabela 1 - Resultado do cálculo de capacidade, ocupação e Tempo padrão
Produto |
Tempo Padrão (s) |
Capacidade |
Ocupação |
Estampadeira |
1758,21 |
18,02 |
277,49% |
Dobradeira2 |
11318,36 |
2,80 |
1786,36% |
Pintura da Gaveta |
56,75 |
52,38 |
95,46% |
Pré-Montagem do Arquivo |
75,24 |
421,04 |
11,88% |
Montagem do Arquivo |
574,67 |
55,13 |
90,70% |
Dobradeira 1 |
5705,69 |
5,55 |
900,52% |
Montagem do Cangalho |
195,04 |
162,43 |
30,78% |
Ponteadeira 2 |
103,54 |
305,97 |
16,34% |
Solda |
268,58 |
11,07 |
42,39% |
Perfiladeira |
314,30 |
100,79 |
49,61% |
Pintura do Corpo do Arquivo |
202,98 |
14,65 |
341,40% |
Lixamento |
212,52 |
13,99 |
413,03% |
Guilhotina 1 |
2476,33 |
12,79 |
390,83% |
Guilhotina 2 |
2503,15 |
12,66 |
395,07% |
Ponteadeira 3 |
130,75 |
242,30 |
20,64% |
Montagem da Gaveta |
105,95 |
299,00 |
16,72% |
Prensa |
24,62 |
243,07 |
41,42% |
Fonte: O autor.
Na Tabela 1, evidenciam-se todas as ocupações, capacidade e tempo padrão. Estes parâmetros estão totalmente interligados com a planilha do Fluxo total (Figura 3), de modo que alterando os valores de demanda e lote, modifica-se consequentemente, as capacidades e ocupações. Observa-se que para cada posto de trabalho com uma demanda de 50 arquivos, a Dobradeira 1 e 2, Guilhotina 1 e 2, possui uma alta ocupação e baixa demanda devido a produção de várias peças diferentes para o arquivo, o que sobrecarrega muito a operação.
Percebeu-se que na Pintura do Corpo do Arquivo e Lixa há uma baixa capacidade e uma alta ocupação, pois é uma operação que não produz somente a família de arquivo de aço, mas várias outras famílias. Por esse motivo diminui a capacidade máxima naquele posto de trabalho destinado a executar a operação para a produção de arquivo. Como exemplo, será utilizado a ocupação da lixa (Equação 11).

O tempo padrão no posto de trabalho da lixa é de 240,24 arquivo/dia, multiplicado pela demanda que é 50 arquivos, tem-se a ocupação em um dia. Consecutivamente divide tudo pela jornada diária de trabalho de 31680 segundos (8 horas e 48 minutos) e multiplica pela porcentagem que o arquivo atinge dentro da linha de produção que é de 9,18%, definindo-se quanto tempo de jornada diária está disponível para a manufatura do arquivo.
Ainda, na tabela 1 notam-se os outros postos e observa-se uma ocupação maior que 100%, mas nada expressivo, e em outros se nota uma ocupação da máquina bem reduzida.
Existem postos de trabalhos que manufaturam além de arquivos de aço, outros móveis de aço que são produzidos dentro da indústria. Em meio a esse contexto, para se calcular o tempo disponível dessas funções, coletou-se o histórico de vendas mensais da empresa durante um ano e verificou-se a porcentagem de todas as vendas de estante, prateleira, gôndola, armário, arquivo e os móveis sem padrão, em relação ao total. Com este cálculo e com o auxílio do Microsoft Office Excel 2007, obteve-se o percentual de venda anual de cada produto.
Tabela 2- Média anual de venda de cada produto
Produtos |
Média |
Armário |
7,94% |
Roupeiro |
10,02% |
Arquivo |
9,38% |
Prateleira |
45,77% |
Gondola |
0,62% |
Sem padrão |
0,62% |
Estante |
25,65% |
Fonte: O Autor.
A ocupação diária foi obtida em cada posto de trabalho, como segue o exemplo da estampadeira de acordo com a equação (10):

A ocupação diária para a estampadeira é de 277,49%, com uma demanda de produção de 50 arquivos, nota-se que a capacidade da máquina é bem baixa de 18,02 arquivos por dia.
A capacidade da máquina de estamparia é baixa, pois ela manufatura: o corpo do arquivo, frente da gaveta, trilho da gaveta, tranca furada, suporte da tranca, chave da tranca, tampo do arquivo, reforço do fundo do arquivo, testas, rodapé e reforço do meio. Possui uma alta demanda de produção de vários tipos diferentes de peças de arquivo, destacando assim o real motivo da ocupação da máquina ser tão elevada.
Considerando todas as análises efetuadas e verificadas de tempo padrão, capacidade e ocupação (Tabela 1), a planilha (Figura 3) expõem através dos cálculos, o foco de desperdício e as atividades que não agregam valor:
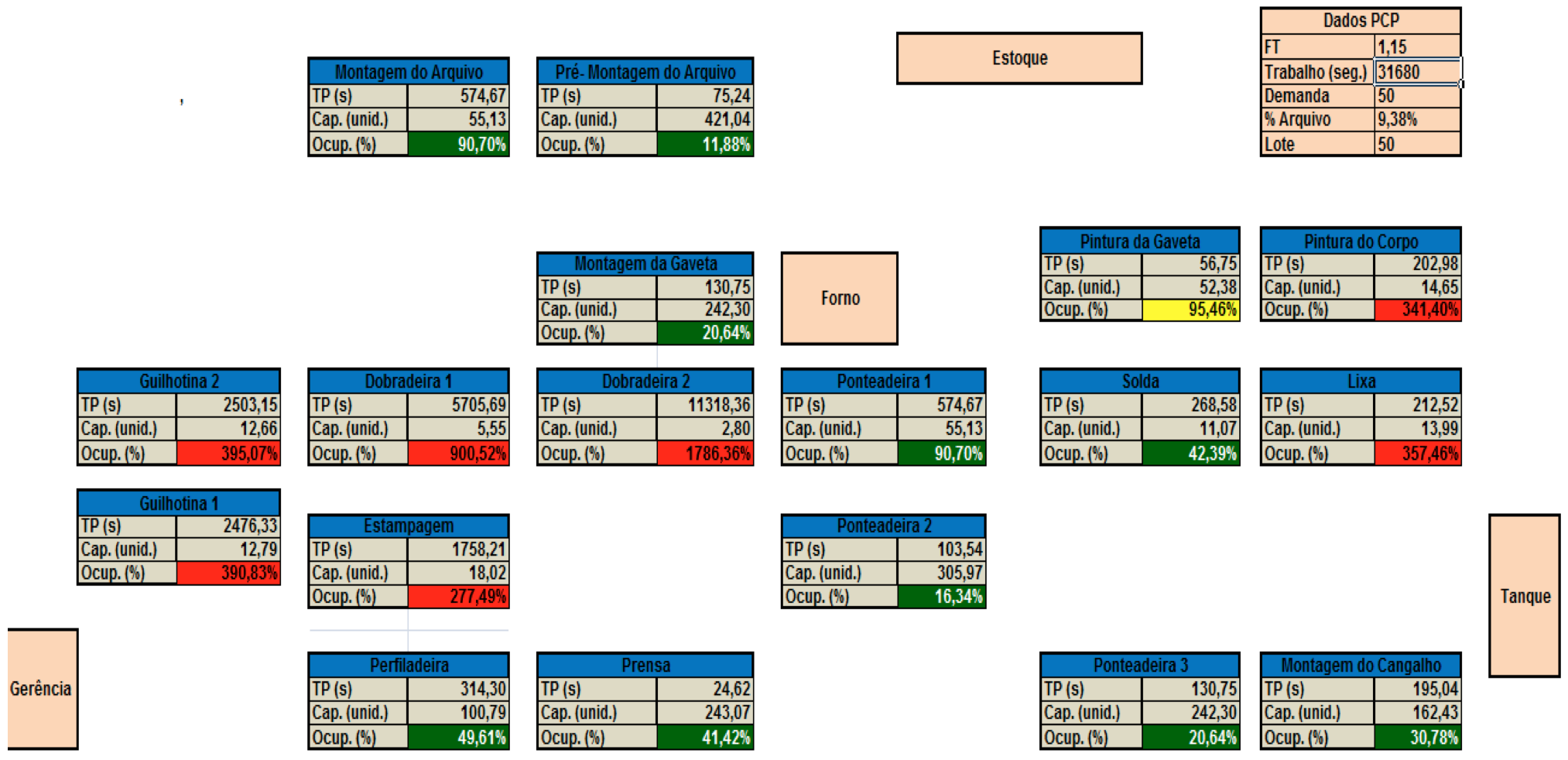
a) Superprodução: constata-se visivelmente de acordo com as capacidades (Tabela 1), que se produzem muito mais peças em um posto de trabalho do que o necessário para o próximo (Figura 3). No layout do chão de fábrica com as capacidades representadas em cada posto de trabalho fica notável a geração de superprodução, que é uma das maiores fontes de desperdícios.
b) Tempo de espera: o fator de tolerância dos operadores de acordo com a Gerência é de 30% (Figura 3), sendo bem significativo. Em poucas palavras quer dizer que se a fábrica tem uma jornada de trabalho de 31680 segundos/dia, ela perde na produção diariamente 9504 segundos/dia, durante uma semana de trabalho 47520 segundos/dia.
Desta maneira, representa que em uma semana de trabalho é como se a fábrica ficasse parada um dia e trinta minutos, então como sugestão deveria diminuir esse fator de tolerância, fixando 20 minutos de descanso pela manhã e pela tarde, o que faria que o operador tivesse uma pausa de descanso. O que auxiliária no ganho de produtividade da linha de móveis de aço. Simulando na planilha que o fator de tolerância fosse de 15% notam-se grandes e importantes melhorias na capacidade e ocupação de cada posto de operação (Figura 4).
c) Transporte: dentro da fábrica, nota-se a movimentação excessiva de material em processo. Algumas melhorias no arranjo físico ou mesmo da sequência de produção, podem contribuir no deslocamento e na organização do chão de fábrica, o que contribui para reduzir desperdícios. Considerando essas melhorias, pensa-se em uma dependência sequencial nos processos com a criação de uma ordem de produção. A qual deve ser clara e específica para todos os funcionários da empresa entender corretamente a ordem. Cria-se assim um novo layout do chão de fábrica contendo uma sequência na produção da fabricação de arquivo de aço, e contendo somente estoques mínimos de segurança no processo.
d) Estoque: tem como princípio que todo estoque deve ser eliminado, desta maneira deve-se primeiramente reduzir os estoques utilizando a planilha de capacidade do Microsoft Office 2007 (Figura 4).
Com a capacidade diária de cada posto de operação, se consegue dessa maneira planejar a produção diária para alcançar a demanda necessária, e consequentemente diminuir os excessos de estoques intermediários que existem, para os pedidos dos clientes.
Não existe software na empresa com um controle de matéria prima pré-acabada em estoque, ou com as quantidades de cada peça de armário de aço solicitada, aonde conseguiria ser realizado os cálculos do montante a ser produzido. Poderia ser adotada pela empresa, uma planilha contendo as quantidades necessárias de cada peça do armário de aço com suas devidas dimensões, onde se insere o lote de produção e as quantidades necessárias, gerando um controle mais eficiente do estoque.
Com a planilha dinâmica definindo as capacidades é nítido o quanto as máquinas de Estampagem, Dobradeira 1 e 2 e a Guilhotina 1 e 2 estão sobrecarregas. Devido à esta verificação fica como sugestão que a indústria faça um cálculo de viabilidade econômica para ver se é viável a compra de outras máquinas semelhantes as citadas para aumentar a capacidade do processo.
O estudo de tempo e métodos é uma ferramenta fundamental para implementação da produção enxuta nas organizações, uma vez que define características essências e uma visão de todo o processo, destacando o quanto são importantes pequenos movimentos dentro de um chão de fábrica. Além disso, o estudo de tempos e métodos representa a coleta de informações e dados para a melhoria do processo de produção, sendo de extrema importância para a determinação das capacidades produtivas dos postos, o que facilita a identificação dos desperdícios na produção.
Com base nos objetivos pretendidos foi ilustrado o desenho do mapeamento produtivo da produção de arquivo de aço. Analisando esta representação foi proposto que a organização tivesse uma ordem de produção, para os processos se tornarem mais organizados com uma sequência lógica. Além disso, eliminar desperdícios como, estoque, excesso de produção, espera e operações desnecessárias.
Outras melhorias também foram propostas como, o uso de uma planilha no Microsoft Office Excel® que auxiliaria para realizar os cálculos das quantidades de arquivo a ser produzido, e com a duração para a produção, o que reduziria desperdícios de espera e desorganização nos processos. Sugeriu-se também para a organização elaborar um projeto de viabilidade econômica para a compra de novas máquinas, devido se notar que as máquinas Dobradeira, Prensa de Estampagem e Guilhotina estarem altamente sobrecarregas, para a produção de arquivo de aço.
Essas mudanças não eram visíveis sem o mapeamento e a planilha de capacidade. Através da análise dos tempos cronometrados em cada posto se pode enxergar que alguns processos estavam muito sobrecarregados, com uma grande ocupação e baixa capacidade.
Para que apareçam resultados, todos os funcionários precisam estar conscientes e preparados para entender a importância destas mudanças, e dos benefícios que a mesma acarretará para a organização. O treinamento e explicação das modificações dentro da indústria possibilitará a qualificação dos funcionários sem a necessidade de investimentos, já que pode ser feito pelo responsável pela produção da organização.
Para que a organização continue melhorando a capacidade e diminuindo os desperdícios, é importante aplicar a melhoria contínua em todos os processos. Não somente na manufatura do arquivo de aço, mas em todos os outros produtos da indústria. Deste modo, todos os funcionários e a alta gerência devem promover e trabalhar de formar a manter a linha com eficiência.
Com a utilização da planilha, verifica-se a capacidade instalada dentro da indústria. De acordo com demanda de 50 arquivos inseridos, observa-se a ocupação posto a posto de trabalho. Com esta visualização de todo o processo consegue-se notar e identificar grandes gargalos como o das Dobradeiras, Guilhotinas e Prensa, que sem o auxílio da planilha não se conseguia enxergar nitidamente.
Portanto, foi possível mapear o processo produtivo, identificar a capacidade instalada e os desperdícios para uma família de produtos e apontar melhorias.
Figura 3 - Layout da fábrica com a capacidade e ocupação de cada posto com um fator de tolerância de 30%.
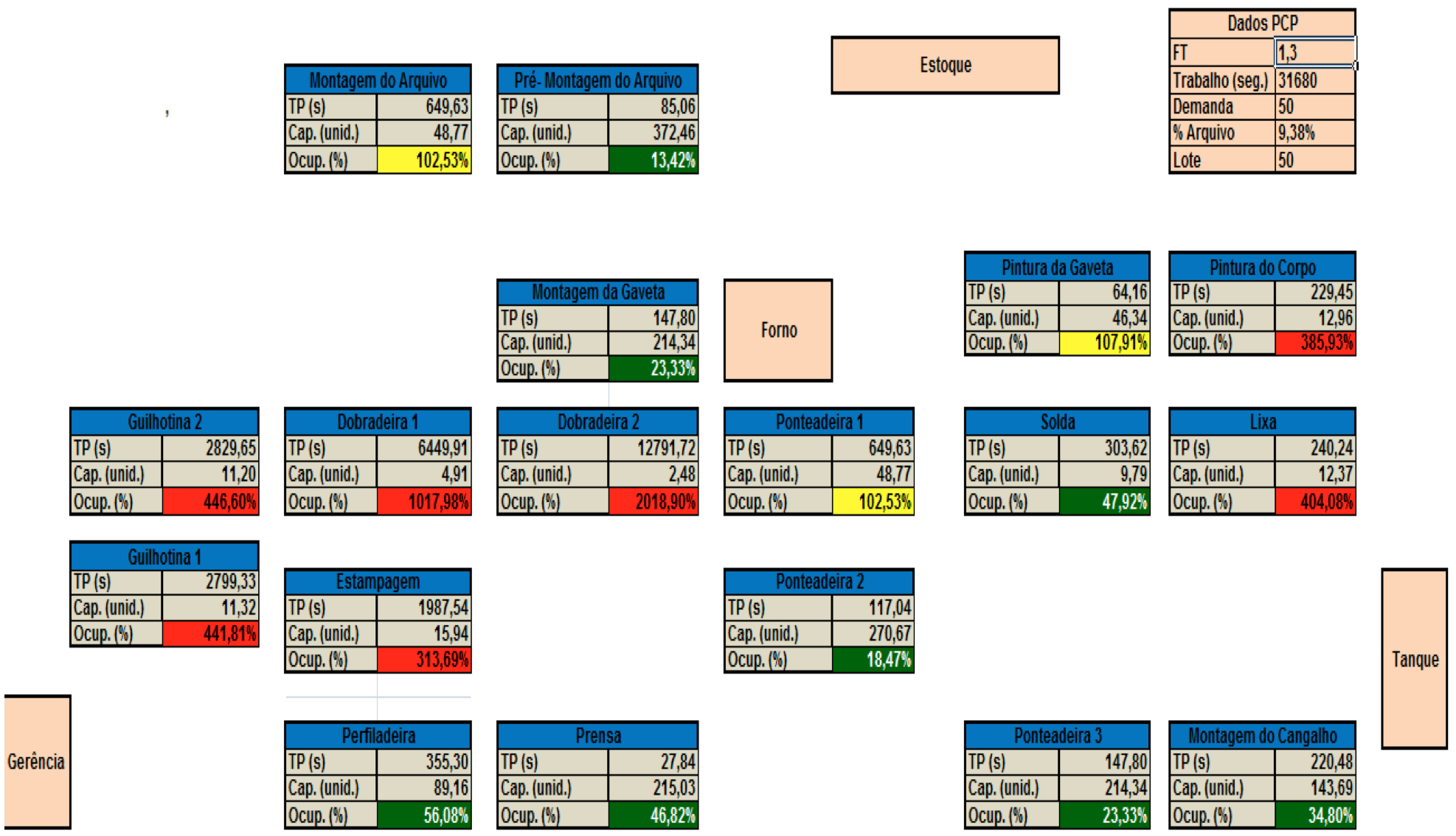
Fonte: O Autor
Figura 4 - Layout da fábrica com a capacidade e ocupação de cada posto com fator de tolerância 15%.
Fonte: O Autor
BARBETTA, P. A.; REIS, M. M. & BORNIA, A. C. Estatística: para cursos de engenharia e informática. São Paulo: Atlas, 2010.
CARON, Antoninho. Inovações tecnológicas nas pequenas e médias empresas indústrias em tempos de globalização: o caso do Paraná. Florianópolis, 2003, 375p. Tese (Doutorado em Engenharia de Produção) – Programa de Doutorado em Engenharia de Produção – UFSC.
CORRÊA, H. L.; GIANESI, I. G. N; CAON, M. Planejamento, Programação e Controle da Produção – Conceitos, Uso e Implantação Base para SAP, Oracle Applications e outros Softwares Integrados de Gestão, 5ª edição, São Paulo, editora Atlas – 2010.
CRUTE, V. et al. (2003). Implementing lean in aerospace – challenging the assumptions and understanding the challenges. Technovation, Amsterdam, v. 23, n. 12, p.917-928. Dec.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 5ª edição São Paulo: Atlas, 2010.
GILBRETH, F. W. & GILBRETH L. M. Applied Motion Study. New York: Sturgis and Walton. p. 27, 29. 1917.
KATO, A. K.; TAKAKI, E. Y.; SOUZA, G. C. Modelagem da capacidade produtiva através da aplicação da engenharia de métodos em uma empresa de beneficiamento de mármores e granitos. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO - ENEGEP, p 23. 2003, Ouro Preto, MG, Brasil. Anais... 2003.
KRAJEWSKI, L.; RITZMAN, L.; MALHOTRA, M. Administração de Produção e Operações. 8ª edição. São Paulo; Pearson Prentice Hall – 2009.
MARCONI, M. A.; LAKATOS, E. M.. Fundamentos da Metodologia Científica; São Paulo, Editora Atlas, 311 p., 2003.
MARTINS, P. G.; LAUGENI F. P. Administração da Produção, 2ª edição, São Paulo, editora Saraiva. –2005.
MOREIRA, D. A. Administração da Produção e Operações. 2a edição; São Paulo, editora Cengage Learning – 2011.
ROCHA et al. Analisando as implicações da logística enxuta à luz da interface entre clientes e fornecedores. Espacios. v. 34 n.5 abr. 2013. Disponível em: <http://www.revistaespacios.com/a13v34n05/13340518.html>. Acesso em 07 abri 2016.
SCHERRER-RATHJE, M.; BOYLE, T.A; DEFLORIN, P. Lean take two! Reflections from the second attempt at lean implementation. Business Horizons. New York, v.52, n.1, p.79-88, Feb. 2009.
SHAH, R.; WARD, P.T. (2003). Lean manufaturing, context, practice, bundles, and perfomance. Journal of Operations Management, v.2, n.2, p.129-149. Mar.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção, 3ª edição, São Paulo, editora Atlas S.A. – 2009.
SOUZA, L.B; ARCHIBALD,A. The use of lean thinking to reduce LOS in elderly care. Proceedings of the Operational Research Applied to Health Services Conference, Toronto, 2008, on, pg.61.
WOMACK, J. P. The problem of Sustaninability. 2006. Disponivel em: <http://www.leanuk.org/dowloads/jim/jim_eletter200706.pdf>.Acesso em 07 abr. 2016.
1. Universidade Tecnológica Federal do Paraná – Medianeira; Email: lowrranepp@gmail.com
2. Universidade Tecnológica Federal do Paraná – Medianeira; Email: edsonhjunior@utfpr.edu.br
3. Universidade Tecnológica Federal do Paraná – Medianeira. Email: silvanaligia@utfpr.edu.br