![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 17) Año 2017. Pág. 27
Quildare Lucchese ABREU; Guilherme Luís Roehe VACCARO 1
Recibido: 18/10/16 • Aprobado: 29/11/2016
4. Proposição, aplicação e análise
RESUMO: O ambiente de projeto de produto pode ser interpretado como um sistema produtivo à luz do mecanismo da função produção, como processos e operações que tratam informações de entrada e entregam propostas técnicas de produto. Este artigo apresenta uma proposta de modelo conceitual para a análise deste ambiente, utilizando nesta construção oito naturezas de perda compiladas do Sistema Toyota de Produção e da filosofia Lean. Duas das dez subfases do desenvolvimento do produto pertencentes ao modelo genérico de Gestão do Desenvolvimento do Produto de Rozenfeld et al. são usadas para orientar a identificação de possíveis perdas existentes em um projeto genérico, com foco nas atividades de engenharia da indústria metal-mecânica. A análise dos artefatos produzidos deu-se por entrevistas com profissionais, pertencentes a esta indústria e especialistas acadêmicos envolvidos com projeto do produto e análise de perdas. |
ABSTRACT: The environment of product design can be interpreted as a production system, in sense of the production function mechanism, holding processes and operations which deal with incoming information and deliver technical proposals for product. This paper presents a conceptual model for analyzing such environment, based on the eight-kinds-of-waste paradigm, compiled from the Toyota Production System and the Lean Thinking philosophy. Two of the ten sub-phases of the model of Product Management Development proposed by Rozenfeld et al. are used to guide the identification of possible existing wastes, with a focus on metal-mechanical engineering design activities. The analysis of the developed artifacts was conducted through interviews with professionals of belonging to this industry and with academic experts involved in product design and waste analysis. |

A busca pela gestão enxuta tem importante difusão no ocidente. Inicialmente a necessidade de ajustamento dos sistemas produtivos a um modelo novo de gestão deveu-se à crise do petróleo, descobrindo-se um vasto campo de estudo e aplicação. O aperfeiçoamento dos métodos de gestão enxuta em ambientes fabris foi fator motivador para a aplicação da gestão enxuta em outros ambientes de negócio e serviços (SHINGO, 1996). Sendo a gestão de projeto de produto um processo que opera com múltiplas variáveis nos mais diversos graus de complexidade, surge a questão de como ser mais eficiente e evitar desperdícios no que tange aos recursos empregados. Ambientes de projeto de produto naturalmente demandam complexidade, pois os seus sistemas e subsistemas não são mecânicos, seus recursos não são máquinas e seus produtos podem não ser físicos. Tem-se ao invés disso, recursos de natureza humana com o processamento de informações em substituição das peças em uma linha de produção.
Identificar perdas em projeto do produto pode revelar oportunidades de ganhos e geração de conhecimento, pois a gama de potenciais melhorias a serem visualizadas tende a variar conforme a complexidade inerente ao projeto do produto. Se projetos falham em atender às expectativas estabelecidas fracassam com eles os esforços de todo um sistema proposto para resultar em um produto, seja este uma proposta técnica de engenharia ou uma estrutura de serviços. Onde houver o fracasso na condução do projeto, possivelmente haverá algum tipo de perda associada ao processo de gestão do projeto. Esta perda, por diversas vezes, não é identificada ao fim do intento. Conhecer antecipadamente as potenciais perdas significa deter conhecimento oportuno para que novos projetos não incorram nos mesmos equívocos reduzindo desta forma o desperdício.
Observando a problemática em questão, relativa às perdas em projeto do produto e conhecendo-se a possibilidade da existência de um relativo trânsito dos conceitos básicos de modelos de produção enxuta, tal como o Sistema Toyota de Produção (STP), em tantos ambientes diversificados, por que não observá-los à luz de seus fundamentos no ambiente produtivo da área de projetos? Sendo o projeto do produto um tema amplo, que transita por diversas áreas, em diversas naturezas de sistemas produtivos, torna-se necessário definir a natureza específica do ambiente de análise e então selecionar a proposta teórica, em projeto do produto, adequada a esta natureza. O modelo genérico de Rozenfeld et al. (2006), discorre sobre a gestão de projeto do produto, orientando os conceitos e cada fase deste modelo para esta realidade de projeto de produto. Assim, o problema a ser tratado por esta pesquisa é de quais as perdas ou fontes de perdas são passíveis de ocorrência e de identificação na gestão de um projeto de um produto da indústria mecânica. Para tal, inicialmente apresenta-se o método de pesquisa, baseado em Design Research, seguido do referencial e da proposta resultante da pesquisa.
Aaker et al. (2001) apresentam como premissa básica que sustenta os métodos qualitativos a organização da pessoa perante um estímulo pouco estruturado, que indica suas percepções básicas e a sua reação em relação ao fenômeno. A proposta de trabalho visa estudar conceitos e teorias existentes em um campo de pesquisa com poucas publicações registradas. Desta forma a pesquisa em questão apresenta sua componente exploratória, pois seus resultados poderão gerar hipóteses neste ou em trabalhos futuros. Também se identifica como pesquisa exploratória pela baixa existência de estudos para essas relações.
Quanto ao método de pesquisa, o método qualitativo, segundo Aaker et al. (2001), tem o propósito de descobrir o que tem o respondente em mente. Segundo os autores, os dados qualitativos são coletados para se conhecer melhor os aspectos que não podem ser observados e medidos diretamente. Parasuraman (1991) afirma que qualquer estudo que use de questionamentos ou técnicas não estruturadas pode ser chamado de pesquisa qualitativa. Todavia, segundo o autor, a pesquisa qualitativa tipicamente envolve um número relativamente baixo de respondentes. Ainda segundo o autor as técnicas em pesquisa qualitativa têm por objetivo promover os insights, ideias ou entendimentos iniciais sobre um problema. Portanto, para Parasuraman (1991) a pesquisa qualitativa é mais apropriada em situações de pesquisa exploratória. Para Aaker et al. (2001) o método de pesquisa qualitativa de exploração tem por principais características: (i) definir problemas com maiores detalhes; (ii) sugerir hipóteses a serem testadas em pesquisa subsequente; e (iii) avaliar reações preliminares a novos conceitos de produtos.
Uma abordagem possível para o desenvolvimento de pesquisas qualitativas exploratórias é a meta-análise. Para Luiz (2002), uma meta-análise visa extrair informações adicionais de dados preexistentes através da união de resultados de diversos trabalhos e pela aplicação de uma ou mais técnicas estatísticas. Rodrigues (apud Flick, 1995), descreve o processo de meta-análise qualitativa como sendo a procura pela identificação, através de determinadas categorias, de semelhanças e controvérsias numa dada situação de estudos. Ainda diz que a meta-análise trata-se de um processo de descrição interpretativa que, ao final, resulta em uma visão mais acurada da área analisada.
Em relação aos procedimentos de coleta foram usadas entrevistas e observação de fenômenos. As entrevistas foram realizadas com especialistas com experiência acadêmica ou aplicada de mais de 5 anos no tema, evidenciada por publicações internacionais ou participação em projetos. No que tange à quantidade de entrevistas foi usada amostragem teórica, focada em saturação de informação. Para Glaser e Strauss (1967) apud Flick (2002, p.45), a amostragem de indivíduos, grupos ou campos concretos não tem base nos critérios e nas técnicas usuais de amostragem estatística. Em vez disso, estes indivíduos ou grupos são selecionados de acordo com seu nível (esperado) de novos insights para a teoria em desenvolvimento em relação à situação de elaboração da teoria até o momento. Sendo assim o presente trabalho se caracteriza como exploratório e estruturado com características de meta-análise. No que tange aos procedimentos de pesquisa de campo, o trabalho contempla análises bibliográficas, análises documentais e entrevistas com especialistas, selecionados de forma não probabilística.
Para o desenvolvimento do estudo sobre as perdas propugnadas pelos autores de referência no tema e tendo como objeto de estudo o projeto do produto, torna-se necessário orientar a análise para um prisma teórico. Naturalmente o foco do trabalho é a natureza “project” do desenvolvimento do produto, ou seja, a avaliação das ações de engenharia no desenvolvimento do produto e na gestão de projetos pela observação dos processos e operações. Para esta função foi elencado o modelo teórico de Rozenfeld et al. (2006) pelas razões a seguir listadas: (i) modelo teórico desenvolvido por intelectual nacional; (ii) modelo que abrange desde a visão macro da gestão de projeto (Project), até a visão especializada, técnica, desta gestão (Design); e (iii) modelo concebido com base em projeto de produto, o qual se insere completamente no contexto do objeto de estudo deste trabalho.
Dentre os elementos da Gestão do Projeto do Produto propostos por Rozenfeld et al. (2006), quatro foram as fases escolhidas para serem os objetos do estudo: Planejamento do Projeto, Projeto Conceitual, Projeto Informacional e Projeto Detalhado. Cada uma das fases é subdividida em outras etapas e subfases as quais serão efetivamente o terreno de estudo e análise. A busca por evidências empíricas de validade das proposições construídas foi realizada por meio de casos em diversos sites de uma empresa de equipamentos agrícolas de classe mundial. Sendo a indústria de equipamentos agrícolas uma típica indústria de projeto do produto e sendo a mesma indústria muito próxima em suas características produtivas a indústria automotiva, tem-se um potencial terreno para análise das perdas em projeto do produto à luz de sistemas de pensamento enxuto, podendo assim analisar a visão dos profissionais de projeto do produto diretamente no seu ambiente de trabalho. A análise das perdas na Gestão do Projeto do Produto, conforme a Figura 1, foi desenvolvida pela projeção de cada uma das oito perdas selecionadas nas fases da Gestão do Projeto do Produto propostas pelo modelo de Rozenfeld et al. (2006).

Figura 1: O método de trabalho
Dada a definição da estrutura conceitual proposta para a análise e identificação das perdas, o primeiro processo de observação foi empregado na identificação das perdas segundo a observação dos autores. Após a análise, um grupo de perdas foi identificado para as subfases do projeto do produto, o qual compôs a “primeira observação” do modelo proposto. A “primeira observação” das perdas nas dez subfases do projeto do produto foi conduzida pelo estudo dos conceitos para cada uma das oito perdas selecionadas para análise: superprodução, esperas, transporte, processamento, estoque, movimentos, defeitos e desperdício da criatividade dos funcionários. Esta “primeira observação” analisou, a exemplo, uma dada natureza de perda, como a perda por defeito e observou o conceito proposto pelo Sistema Toyota de Produção (STP) para o defeito e que pode ser definido como existente quando há a produção de peças defeituosas ou retrabalho de componentes. Observando uma dada fase do projeto do produto e imaginando o resultado desta fase, a sua entrega, toda e qualquer entrega que seja considerada defeituosa, pois não está atingindo a qualidade requerida, pode ser considerada uma perda por defeito.
Relativamente aos profissionais de projeto do produto, os quais desenvolveram a “segunda observação”, estes podem ser classificados pelos seus níveis de experiência profissional, formação acadêmica e posição hierárquica. No que se refere à experiência profissional em projetos, quase a totalidade dos entrevistados tem de cinco a dez anos em funções de engenharia e desenvolvimento do produto. Por fim, hierarquicamente estes profissionais dividem-se em engenheiros de projeto e desenvolvimento do produto e gerentes de engenharia do produto. Com estes profissionais procedeu-se uma pesquisa exploratória, em profundidade, com amostragem não probabilística por conveniência. Esta pesquisa conteve as mesmas características da pesquisa a qual o próprio autor realizou.
O objetivo nesta “segunda observação” foi coletar informações de caráter empírico do ambiente de engenharia, porém sem requerer o domínio pleno das disciplinas de perdas em sistemas enxutos (as oito perdas aplicadas neste estudo). Como orientação, aos profissionais, elaborou-se um texto explicativo do tema em questão, sua relevância e definição do conceito de perda. Informou-se também as premissas básicas para o preenchimento das respostas, sendo uma das mais enfatizadas a observação da análise da fonte de perdas tendo como base os conceitos de matéria-prima (input), produto acabado (output) e de processos e operações dentro da célula analisada. A ênfase nestes conceitos teve por objetivo orientar o participante à análise pelos elementos de causa das perdas, não de consequência. Para suporte à análise dos profissionais de projeto, a estrutura da pesquisa conteve as descrições teóricas tanto das perdas quanto das subfases do projeto do produto. Sendo o conjunto de profissionais oriundo de dois locais de aplicação, Brasil e Estados Unidos, a pesquisa foi estruturada em um idioma padrão, a língua inglesa.
Os resultados colhidos da identificação das perdas pelos profissionais de engenharia, somados à observação do autor tiveram sua compilação de forma à: (i) manutenção das perdas convergentes; e (ii) análise e adição de novas perdas pertinentes e não mapeadas pelo autor, porém identificadas por estes profissionais. O produto final deste processamento foi um conjunto de perdas em projeto do produto, o qual foi submetido à observação e validação dos especialistas nos temas de projeto do produto e de produção enxuta (“terceira observação”). O objetivo da submissão foi de avaliar os resultados obtidos.
Para o procedimento de análise, os especialistas procederam com a concordância ou discordância em relação à perda sinalizada. Relativo ao grupo de especialistas que contribuíram com a “terceira observação”, cinco especialistas foram consultados e identificados neste estudo pela numeração seguinte: Especialista 1: professor universitário com experiência em gestão e desenvolvimento do produto, autor de livros e artigos relacionados ao tema, consultor para gestão e desenvolvimento do produto e ciclo de vida do produto e considerado atualmente uma das referências mais importantes em gestão e desenvolvimento do produto, no Brasil; Especialista 2: professor universitário com experiência ampla em sistemas de produção e manufatura enxuta, STP e Teoria das Restrições, consultor em sistemas de produção enxuta e engenharia de produção e autor no tema, incluindo artigos, traduções de exemplares clássicos relacionados ao STP e livros sobre sistemas de produção; Especialista 3: Professor universitário com experiência em qualidade e desenvolvimento de produto; Especialista 4: Consultor e autor de obras sobre o STP, atuante nacionalmente na implementação de sistemas enxutos de gestão e produção; Especialista 5: Doutorando em engenharia de produção e transportes com foco em sistemas e modelos de desenvolvimento do produto. A validação dos resultados, junto aos especialistas, teve como produto principal a observação sobre as questões relacionadas às causas e às consequências, no que se refere ao conjunto de perdas levantadas. Dentre as questões de análise propostas pelos especialistas, as relações de causa e consequência foram as que tiveram maior espaço nas considerações.
Disnmore e Cavalieri (2005) definem projetos como empreendimentos únicos, com início e fim determinados, que utilizam recursos e são conduzidos por pessoas, visando a atingir objetivos predefinidos. Da mesma forma o Guia PMBOK® (PMI, 2004) define que um projeto é um esforço temporário empreendido para criar um produto, serviço ou resultado exclusivo. Heldman (2006) define que projetos têm natureza temporária com datas de início e fim definidas e estarão finalizados quando as respectivas metas e objetivos forem cumpridos. Para Rozenfeld et al. (2006), desenvolver produtos consiste em um conjunto de atividades por meio das quais se busca a partir das necessidades do mercado e das possibilidades e restrições tecnológicas (considerando as estratégias competitivas e de produto da empresa) chegar às especificações de projeto de um produto e de seu processo de produção, para que a manufatura seja capaz de produzi-lo.
Pahl et al. (2005) entendem o termo ‘metodologia de projeto’ como um procedimento planejado com indicações concretas de condutas a serem observadas no desenvolvimento e no projeto de sistemas técnicos. Como proposta de modelo unificado, o modelo de Rozenfeld et al. (2006) foi selecionado para a discussão apresentada neste trabalho. O modelo unificado de gestão de desenvolvimento do produto proposto por Rozenfeld et al. (2006) é composto de três macro fases distintas e subdivididas em nove fases componentes. As três macro fases são: (i) Pré-desenvolvimento; (ii) Desenvolvimento; e (iii) Pós-desenvolvimento. As fases selecionadas para esta análise foram: ‘planejamento do projeto’, ‘projeto informacional’, ‘projeto conceitual’ e ‘projeto detalhado’. O planejamento do projeto pertence à macro fase de pré-desenvolvimento, ou seja, tecnicamente, está em um ambiente de controle multidisciplinar amplo e é vista pelo prisma da estratégia do produto. As demais fases, projeto informacional, conceitual e detalhado, encontram-se no plano de desenvolvimento do produto e são ordenadas em uma lógica descendente de refino das informações até a entrega técnica final.
O ‘planejamento do projeto’ compreende as seguintes etapas:
Por sua vez, o ‘projeto informacional’ compreende, por sua vez:
Na sequência, o ‘projeto conceitual’ compreende:
For fim, o ‘projeto detalhado’ compreende:
O Mecanismo da Função Produção (MFP) é o ponto de partida para a análise do que pode ser considerado um dos mais robustos modelos produtivos enxutos, o STP. Para entender este sistema deve-se primeiramente compreender os seus fundamentos.
Segundo Shingo (1996), produção é uma rede de processos e operações. Processo, pelo MFP, é visualizado como o fluxo de materiais no tempo e no espaço. É a transformação da matéria-prima em componente semiacabado e por fim em produto acabado. Por seu turno, operações podem ser visualizadas como o trabalho realizado para efetivar estas transformações no tempo e no espaço. Toda produção executada tanto em plantas industriais como em atividades de gestão deve ser entendida como uma rede funcional de processos e operações. Processos transformam matérias-primas em produtos. Operações são as ações que executam essas transformações. A análise do processo examina o fluxo de material ou produto; a análise das operações examina o trabalho realizado sobre os produtos pelo trabalhador e pela máquina.
Ghinato (1996) define o MFP pela característica da observação da produção do ponto de vista do objeto de trabalho. Sendo assim a operação pode ser determinada como o estágio no qual o trabalhador, a máquina ou equipamento estão sendo aplicados ao produto. Para a realização de melhorias significativas no processo de produção, deve-se distinguir o fluxo de produto (processo) do fluxo de trabalho (operação) e analisá-los de forma interconectada, porém distinta. Embora o processo seja realizado por meio de uma série de operações, deve-se tomar cuidado para não colocar ambos em um mesmo eixo de análise, pois isto reforça a hipótese errada de que melhorias em operações individuais aumentem a eficiência global. A Figura 2 ilustra a estrutura de produção proposta pelo conceito de MFP.

Figura 2: A estrutura da Produção
Fonte: Shingo (1996, p.38)
Segundo Shingo (1996), são os seguintes os elementos de um processo produtivo: (i)Processamento: mudança física no material ou em sua qualidade (montagem ou desmontagem); (ii)Inspeção: comparação a um padrão estabelecido; (iii)Transporte: movimento de materiais ou produtos, mudanças nas suas posições; (iv)Esperas: período durante o qual não ocorre processamento, inspeção ou transporte. Shingo (1996) define a identificação da função processo e da função operação como objetivos intermediários para a realização da meta final, que é a eliminação de perdas. Somente quando entendidas a função processo e a função operação, pode-se entender o MFP.
Ohno (1997) define como objetivo principal do STP a eliminação dos desperdícios ou perdas para que haja redução dos custos, ou seja, um processo enxuto. Estes desperdícios são conhecidos como sete perdas do STP, aos quais estão listados abaixo: (i) Superprodução; (ii) Tempo disponível (espera); (iii) Transporte; (iv) Processamento em si; (v) Estoque; (vi) Movimento; e (vii) Produtos defeituosos. As sete perdas clássicas do STP fazem alusão forte, porém indireta, às ações e responsabilidades humanas nos processos e operações.
Por outro lado a chamada oitava perda, desperdício da criatividade dos funcionários, proposta por Liker (2005), explicita de forma direta a relação do homem com as perdas. No contexto da oitava perda, o desperdício da criatividade remete ao desperdício de ideias, habilidades, melhorias e oportunidades de aprendizagem, por não haver o envolvimento ou não se ouvir os funcionários. A oitava perda refere-se, então, à capacidade da organização de permitir que as ideias dos funcionários sejam consideradas nos processos de melhoria, pelo estabelecimento de canais de comunicação entre os profissionais que desempenham as funções efetivamente e as chefias responsáveis por alavancar o processo de melhorias em um sistema. Outro ponto de destaque da oitava perda refere-se à capacidade de retenção de inteligência pela organização: a saída de um colaborador ao qual leva consigo importantes habilidades e inteligência técnica, as quais não estão inseridas em nenhum processo da organização, é também uma perda.
O MFP, conforme discutido na seção anterior, foi concebido com base na análise dos processos e operações de um dado sistema produtivo. Primeiramente os criadores deste modelo objetivaram identificar o que são processos e o que são operações dentro de uma rede funcional de produção, para então identificarem as suas perdas. Os conceitos para os componentes de um sistema de produção são: (i) Processo: Fluxo que a matéria-prima percorre no tempo e no espaço durante sua transformação em produto acabado; (ii) Operação: Ações que executam as transformações desta matéria-prima. (iii) Matéria-prima: material base para a transformação em produto final; (iv) Recurso: meio que adiciona trabalho à matéria-prima transformando-a em produto semiacabado ou produto final; e (v) Produto: resultado do trabalho do recurso na matéria-prima.
A análise das perdas em projeto do produto requer o exercício de trazer o conceito de um dado sistema de produção para o ambiente de projeto, o qual é considerado um ambiente de natureza complexa em seus mecanismos funcionais. Esta apropriação de conceitos é viabilizada pelo elemento de ligação estabelecido neste trabalho entre processos de manufatura e processos de desenvolvimento do produto, o MFP, portanto a observação dos elementos componentes do MFP é de fundamental importância para o mapeamento das perdas em projeto do produto e, sendo assim, a partir destes conceitos básicos, tem-se: (i) Matéria-prima: conjunto de informações que resultam em entregas técnicas; (ii) Processo: fluxo que a matéria-prima percorre no tempo e no espaço durante sua transformação em produto acabado (conceito que permanece inalterado); (iii) Operação: ações que executam as transformações da matéria-prima (conceito permanece inalterado); (iv) Recurso: engenheiro, técnico, projetista ou desenhista que executa as transformações das informações em entregas técnicas; e (v) Produto: desenho de SSC, desenho de produto final, norma, padrões de teste ou qualquer natureza de entrega técnica, dependendo da fase do projeto.
O MFP, uma vez observada esta estreita relação entre as dinâmicas de produção e as dinâmicas de projeto, passa a exercer um papel fundamental na busca pelas perdas em projeto de produto, pois claramente aponta os passos para a identificação e mapeamento dos processos e operações, aos quais são os elementos que permitirão a visualização das perdas. Juntamente com o MFP, o modelo conceitual de gestão de projeto do produto de Rozenfeld et al. (2006) associa-se para o estudo em função de algumas particularidades importantes, sendo uma delas o aprofundamento do modelo de gestão em níveis operacionais das atividades de projeto, tais como: desenhos, testes de engenharia, construção de protótipos, dentre outros. Se compreendido que projetos contêm uma parcela importante de elementos pouco tangíveis, tais como processos criativos, porém a maior parte de suas atividades obedece a rotinas regulares de trabalho, torna-se possível mapeá-los em seus processos e suas operações como qualquer outro processo produtivo. Se processos ou operações podem ser mapeados, pode-se identificar nestes processos e operações os seus recursos, matérias-primas e produtos participantes. Todavia diversos modelos de gestão de projeto de produto estão em aplicação atualmente em indústrias e áreas de projeto do mundo todo e um importante elemento neste processo são os aprendizados levantados ao final do intento. A proposta de ganho com o uso do conceito de MFP associado a gestão de projeto do produto está justamente em apresentar como elementos tangíveis e passíveis de serem corrigidos por meio de planos de ação com revisão de processos de gestão e seus recursos, as perdas identificadas durante o evento do projeto. A identificação das perdas é uma chave importante no processo de aprendizado de um grupo de trabalho e o MFP trata especificamente de como as encontrar.
O primeiro passo na construção do modelo conceitual dá-se pela análise das fases do projeto do produto de Rozenfeld et al. (2006). Cada etapa, pertencente às fases escolhidas, é observada como uma operação na qual existe a entrada de matéria-prima e a saída de um produto ou subproduto, o qual alimentará a entrada da próxima operação. O processamento da matéria-prima é efetuado pelo recurso e pode ser feito (ou não) em lotes unitários, dependendo da natureza do produto. A sequência ‘planejamento do projeto’, ‘projeto informacional’, ‘projeto conceitual’ e ‘projeto detalhado’ engloba grande parte do trabalho que exige o envolvimento direto dos departamentos de engenharia e desenvolvimento do produto. Em se tratando de um modelo genérico de gestão do desenvolvimento do produto, não necessariamente todos os projetos e desenvolvimentos de produto devem obedecer a todas as fases mapeadas pelo modelo. Da mesma forma que as fases, as subfases também contém sua linha lógica no desenvolvimento do produto.
Em última instância, para a análise direta das perdas em projeto do produto, o objeto da observação é a subfase, pois é nesta etapa que se torna produtivo estabelecer uma analogia entre os elementos do MFP e os mecanismos de desenvolvimento do produto. Sendo o conjunto de subfases um encadeamento de atividades em que a saída da subfase anterior gera a entrada da subfase subsequente, torna-se necessário analisar todo o fluxo de uma fase com as entradas e as saídas de cada uma das suas subfases componentes. Uma vez que se identifique o que está entrando como matéria-prima em cada subfase, como esta matéria-prima está sendo processada, quais são os recursos desta subfase e, por fim, qual o produto desta subfase, torna-se possível analisar as perdas, de forma independente, em cada subfase, tal como um posto de trabalho.
O modelo conceitual proposto por este estudo pode ser representado na forma de quadro, sendo este composto, em suas linhas, pelas oito perdas já discutidas nas sessões anteriores, e em suas colunas, pelas dez subfases do projeto do produto apresentadas na seção 3.1, como ilustra a Figura 3.
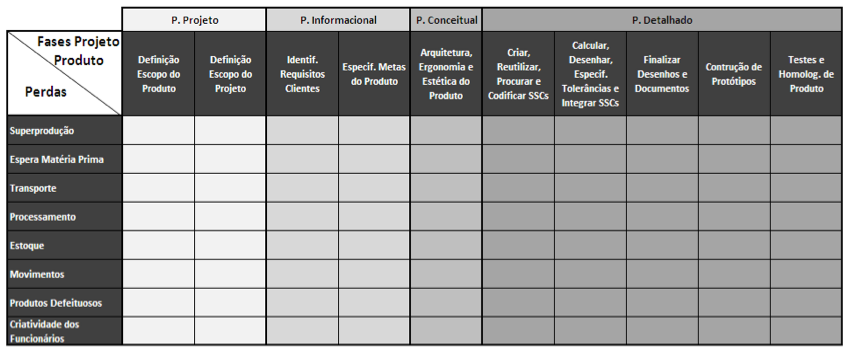
Figura 3: A estrutura do Modelo Conceitual de Perdas no Projeto do Produto
Visualizando-se a Figura 3, é possível considerar analogamente suas linhas e suas colunas como coordenadas de um sistema, sendo que o cruzamento de uma dada linha com uma dada coluna tem por objetivo a focalização de uma dada natureza de perdas. Essa observação destina-se a apresentar a forma proposta como um mapa que permita o registro e a melhoria incremental da gestão do projeto do produto quanto à ocorrência de perdas, pelo menos as identificáveis na forma descrita neste trabalho.
Cabe observar que a gestão dessa informação e das ações decorrentes podem gerar um conjunto elevado de informações, devendo ser fruto de adequado detalhamento e ação. Dentre as ações preliminares, pode-se considerar o mapeamento e a discriminação das causas associadas a cada perda identificada. Esse mapeamento é relevante, na medida em que conecta a descrição na forma sugerida com ciclos e processos de melhoria que a organização porventura adote ou deseje adotar. Presta-se, portanto, como input para a mitigação das perdas. Reitera-se, no entanto, que o volume de informações gerado, em termos práticos, pode ser elevado e requer adequado tratamento, sob pena de se colocar esforços na identificação de perdas que não serão tratadas posteriormente.
Os resultados obtidos na análise do projeto aplicado que deu origem a este estudo podem ser observados nos quadros 1 e 2. Como se pode observar, o levantamento gerou um conjunto considerável de perdas. Para cada perda foram então identificadas as causas correlatas, substanciando a análise.
Por restrições de espaço desta publicação, não será possível detalhar todas as análises realizadas no trabalho de pesquisa. Sendo assim optou-se por apresentar os resultados referentes às perdas da fase de Planejamento do Projeto, composta pela Definição do Escopo do Produto e pela Definição do Escopo do Projeto. Os demais elementos identificados foram tratados de forma similar à apresentada nas seções que se seguem.

Quadro 1: A estrutura do Modelo Conceitual de Perdas no Projeto do Produto
Conforme Rozenfeld et al. (2006), o documento Escopo do Produto é composto de uma lista de características e funções que o produto deverá apresentar e que o projeto deverá criar. Uma ilustração das perdas identificadas no contexto de aplicação estudado é mostrada no Quadro 2.
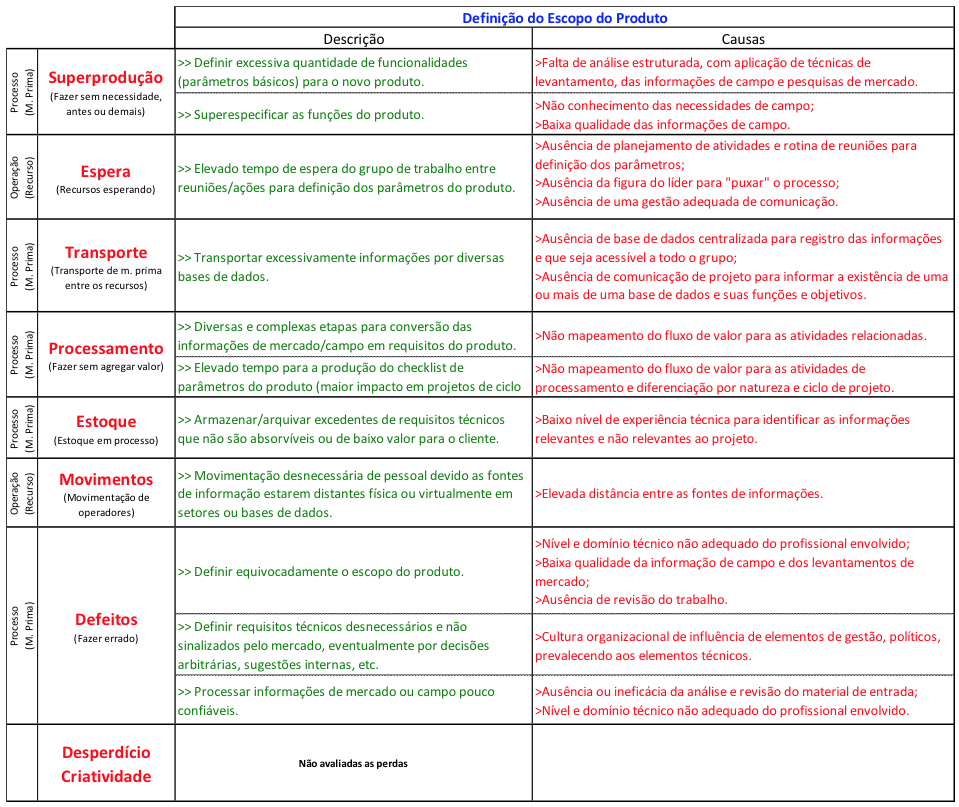
Quadro 2: As perdas e suas causas na definição do escopo do produto.
Perdas por Superprodução, na definição do escopo do produto, podem caracterizar-se por Definir excessiva quantidade de funcionalidades (parâmetros básicos) para o novo produto, ou seja, com o aumento das funcionalidades uma série de ações excedentes irá ocorrer para suportar estas características as quais podem não estar sendo sinalizadas pelo cliente e por consequência não agregam valor ao produto. Outra perda por Superprodução pode ocorrer quanto a Superespecificar as funções do produto. Como exemplo, pode ser citada a necessidade de elevada autonomia para uma máquina agrícola no seu serviço. Esta autonomia se dá pela capacidade de combustível em litros (l), superespecificar esta característica significa determinar que tal sistema de combustível deva, no mínimo, comportar supostos 300 litros de combustível, quando a necessidade máxima de autonomia demandada pelo cliente é de 250 litros. Nesta situação está se entregando mais do que o requerido pelo mercado, além de gerar excessivo trabalho para detalhamento de estruturas durante o projeto.
Para a perda por Espera a primeira fonte mapeada é do Elevado tempo entre reuniões e ações para definição dos parâmetros do produto. Uma vez que os parâmetros do produto são compilados em um documento, chamado aqui de checklist, e têm sua origem na coleta por pesquisas ou qualquer outro tipo de ação que prospecte as necessidades do mercado alvo, faz-se necessária a análise das informações por meio de reuniões, avaliando e identificando as necessidades associadas à missão do produto. Um elevado tempo entre essas reuniões estratégicas, que não venha a trazer resultados progressivos para as reuniões seguintes, não agrega valor ao projeto que por sua vez está em um andamento mais lento do que o supostamente definido para a concepção do produto.
Relativo a Transportar excessivamente informações por diversas bases de dados, seja físico ou eletrônico, esta ação pode gerar perdas por Transporte em função da matéria-prima (a informação) estar percorrendo roteiros desnecessários até o seu destino que é o ponto de processamento pelo grupo técnico, das informações oriundas de mercado e campo. Pode ainda ocorrer que a fonte emissora de alguma informação relevante não seja de conhecimento do grupo técnico em função da não condução destas informações por um processo mapeado de transporte.
No que tange à perda por Processamento, a qual se refere à mudança física da informação ou da qualidade desta informação, Diversas e complexas etapas para conversão das informações de mercado/campo em requisitos de produto usualmente detêm grande parte de trabalho que não agrega valor ao produto. Ou seja, ações complexas ou desconexas, com muitas frentes de trabalho e com pouco poder de síntese no processamento das informações de ordem qualitativa e quantitativa geram ações (operações) que não agregam valor. Uma vez que todas as reuniões, pesquisas de campo ou outras ações estejam completas, cabe ao grupo técnico a confecção e liberação do checklist. O Elevado tempo de produção e liberação do checklist é a segunda fonte de perdas identificada para Processamento.
Poderá ocorrer perda por Estoque de informações quando as análises de campo e de mercado estiverem Armazenando ou arquivando excedentes de requisitos técnicos que não são absorvíveis ou são de baixo valor para o cliente em função de não haver métodos claros e padronizados de coleta de informações. Isso também pode ocorrer quando o armazenador não detém a experiência necessária para discriminar informações relevantes de informações pouco agregadoras.
Movimentos são fontes de perdas referentes ao deslocamento desnecessário de trabalhadores durante as operações. Comparativamente à subfase de definição de escopo de produto, toda a movimentação do grupo técnico que não agrega valor à produção do checklist é uma perda. Sendo assim, pode ser caracterizada pela Movimentação desnecessária de pessoal devido a fontes de informações estarem separadas física ou virtualmente, em setores ou bases de dados sejam elas memórias de projetos passados, pesquisas de campo, pesquisas de mercado, pesquisas de satisfação ou quaisquer outras informações.
A ausência de uma concentração física ou virtual de todo o material necessário a produção do checklist gera a necessidade de deslocamentos desnecessários e a não garantia de que todas as informações que agregam valor estejam sendo observadas. Este ponto remonta à questão de um processo claramente definido e padronizado de coleta de informações e suporte a novos projetos, no qual existam endereços claramente comunicados aos grupos de trabalho para utilização como base de dados aos trabalhos que estão sendo desenvolvidos.
Referente às perdas por Defeitos, Definir equivocadamente o escopo do produto gera ao longo de todo o desenvolvimento do produto um processo de perdas em cadeia, uma vez que a gênese do projeto está na definição do escopo do produto, todas as ações posteriores serão baseadas e orientadas pela entrega técnica desta subfase. Definir requisitos técnicos desnecessários e não sinalizados pelo mercado, por sugestões internas pode ser caracterizada como perda por Defeito, uma vez que estes requisitos técnicos venham a compor o conjunto de necessidades de mercado, sem que haja um estudo prévio que valide esta necessidade. Novas entradas geram novos arranjos de produto e consequentemente um esforço de toda a estrutura de projeto para o atendimento desta sugestão. Por fim, outra perda relacionada ao Defeito pode ocorrer na ação de Processar informações de mercado/campo pouco confiáveis. Esta perda é passível de ocorrência caso haja uma entrada de matéria-prima defeituosa para este processamento, ou seja, um conjunto de informações de campo de baixa qualidade devido à falta de informações relevantes ou a falta de confiabilidade das informações coletadas.
O escopo do projeto recebe as informações de saída do escopo do produto. Uma vez que se tenham determinado os requisitos técnicos, faz-se necessário responder como estes requisitos serão atingidos, como será estruturado o esforço de trabalho, em face às restrições da organização. Apresenta-se o Quadro 3 com as perdas relacionadas e, a seguir ilustradas no contexto estudado.
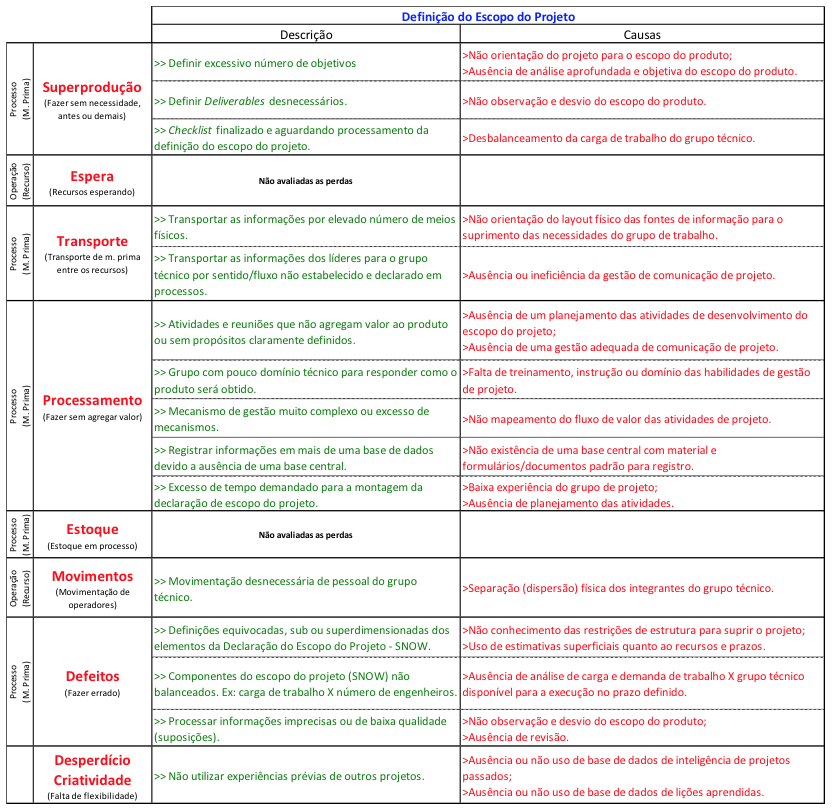
Quadro 3: As perdas e suas causas na definição do escopo do projeto.
Segundo Rozenfeld et al. (2006), a Declaração de Trabalho, ou Statement of Work (SNOW) é o documento que entrega o resultado final da subfase de definição do escopo do projeto. Desta forma as perdas por Superprodução nesta subfase podem ser observadas inicialmente por Definir excessivo número de objetivos, pois a declaração de muitos objetivos no projeto tende a gerar equívocos de interpretação e de prioridades pelo grupo de trabalho. A geração de perdas por superprodução nesta subfase do projeto pode ocorrer também por Definir Deliverables desnecessários. As entregas ou deliverables, como são conhecidas, são os subprodutos ou resultados intermediários do projeto e remetem aos objetivos a serem alcançados. Caso uma entrega desnecessária seja contabilizada ao conjunto de entregas, esta irá gerar uma superprodução pelos recursos do projeto. Por fim, relativo às perdas por Superprodução, o Checklist finalizado e aguardando processamento da definição do escopo do projeto configura-se como perda quando todos os pontos de análise do escopo do produto foram avaliados e determinados, porém de alguma forma o conjunto de informações não está em progressão e desenvolvimento no processo, aguardando a frente do posto de trabalho o seu processamento.
No decorrer da subfase de construção do escopo do projeto as perdas por Transporte podem se originar por Transportar as informações por elevado número de meios físicos. Isto se deve ao fato de que as informações oriundas da definição do escopo do produto somadas às informações adicionais necessárias à avaliação das restrições da organização na condução do projeto estejam “pulverizadas” em diversas fontes emissoras. Caso estas fontes sejam, em sua maioria, de meio físico, o transporte das informações se dá de forma física, que pode ser complexa e relativamente trabalhosa, pois o conjunto de matérias-primas percorrerá diversos postos de trabalho antes de chegar ao processamento efetivo, podendo ser danificado. Por fim, Transportar as informações das pessoas estratégicas (líderes) para o grupo técnico por sentido/fluxo da não estabelecido e declarado também se configura como uma perda por Transporte uma vez que a figura do coordenador ou gestor estratégico de uma dada função na gestão do projeto tem por responsabilidade articular uma série de informações relevantes e fundamentais ao andamento do projeto. O transporte destas informações aos interessados necessita de um fluxo claro, pré-determinado e comunicado a todos os envolvidos.
O Processamento pode vir a gerar perdas no escopo do projeto uma vez que esteja promovendo Atividades e reuniões que não agregam valor ao produto ou sem propósitos claramente definidos. Estas atividades demandam a mobilização dos envolvidos, paradas de trabalho e outras interrupções as quais supostamente deveriam adicionar informações relevantes ao andamento do trabalho, tais como: datas chave, informações de natureza especial ou estratégica que ao fim dos encontros oriente os envolvidos em suas atribuições, destaque para metas e prazos, avaliação de gargalos, dentre outras. Caso estas reuniões e atividades não estejam contribuindo de forma objetiva, uma perda por processamento pode estar ocorrendo. Um Grupo com pouco domínio técnico para responder "como o produto será obtido?" pode ser caracterizado como uma perda por Processamento uma vez que este grupo não esteja apto a definir o escopo do projeto, o qual é a resposta para a pergunta de como o produto será obtido. Outra forma de geração de perdas por Processamento está contida na utilização de um Mecanismo de gestão muito complexo ou excesso de mecanismos. Tal complexidade pode gerar um processamento pouco eficiente e não objetivo com pouca agregação de valor ao projeto e consequentemente ao produto. E Registrar informações em mais de uma base de dados pela ausência de uma base central pode gerar perdas por Processamento devido à possibilidade de se executar ações que não agreguem valor ao produto de entrega.
As perdas por Movimentos no escopo do projeto não diferem das perdas por movimento no escopo do produto e foram descritas no subcapítulo anterior. Soma-se a elas a Movimentação desnecessária do pessoal do grupo técnico, que pode gerar perdas em função de todas as atividades e rotinas necessárias às definições do escopo do projeto.
A geração de perdas por Defeitos, no escopo do projeto, pode acontecer uma vez que se entregue a declaração de trabalho com Definições equivocadas, subdimensionadas ou superdimensionadas dos elementos da declaração. A exemplo, pode-se citar a definição equivocada dos times de especialistas necessários ou da estratégia de condução do projeto, das premissas básicas, restrições e limitações, dos custos envolvidos ou mesmo da liderança determinada. Todo este conjunto de aspectos define se haverá uma boa prática de gestão do projeto ou se haverá percalços durante o andamento do projeto. É na declaração de trabalho que a gestão do projeto do produto efetivamente inicia suas atividades.
Relativo, ainda, às perdas por Defeitos, a Definição dos Componentes do escopo do projeto (SNOW) não balanceados, como exemplo: carga de trabalho versus número de engenheiros pode configurar defeito uma vez que se esteja determinando na entrega do documento de trabalho (SNOW) a quantidade de recursos necessários para suportar a demanda esperada e entregar um conjunto de informações técnicas com requisitos mínimos de qualidade assegurados. Estes requisitos também devem ser entregues em um período pré-estabelecido. Uma vez que este balanceamento não esteja sendo considerado em proporcionalidade ao intento referido, torna-se passível da ocorrência de falhas em algum dos pontos acima levantados. O Processamento de informações imprecisas ou de baixa qualidade com o uso de artifícios de suposição denota uma perda por Defeito uma vez que exista um processamento que irá gerar um produto de má qualidade. O uso de artifícios de suposições, neste caso, tem como objetivo complementar os espaços deixados pelas informações faltantes ou não precisas. Caso sejam não precisas, estes artifícios têm como objetivo agregar uma certeza às informações que estão sendo tratadas.
Relativo às perdas pelo Desperdício da criatividade dos funcionários, Não utilizar as experiências prévias de outros projetos é passível de ocorrer não permitindo que o uso das experiências prévias de projetos venha a auxiliar principalmente no que concerne aos problemas e erros enfrentados em episódios passados. Não priorizar a utilização dos membros habilitados nas disciplinas de gerenciamento de projetos também pode ser caracterizado como uma perda pelo Desperdício da criatividade dos funcionários uma vez que habilidades importantes na gestão do projeto não estejam sendo colocadas à disposição em uma fase na qual são muito requeridas.
Projeto de produto e sistemas produtivos de manufatura tem como características os mesmos elementos no que tange aos processos de produção e desenvolvimento, contudo torna-se importante salientar que o desenvolvimento de produto requer um elemento em profundidade: a criação. Sendo a dinâmica criativa uma habilidade individual e naturalmente complexa, o presente trabalho limitou-se a não inferir análises aprofundadas sobre as origens e melhores práticas criativas. As observações realizadas e as perdas relacionadas à criatividade tiveram por objetivo a identificação das potencialidades criativas do grupo de trabalho e suas possibilidades de utilização na rotina de projeto.
A análise das perdas em projeto do produto pode ser desenvolvida pela observação dos elementos integrantes dos chamados pacotes de trabalho, os quais são as ações, atividades e rotinas técnicas neles contidas, ou seja, os passos operacionais, segundo a visão propugnada por Hirano (1989). Os resultados colhidos para perdas em projeto do produto evidenciam os mesmos mecanismos de base entre sistemas de produção de manufatura e sistemas de produção de projeto do produto, se observados como sistemas compostos de processos e operações e tendo em suas estruturas pessoas como recursos e entradas e saídas de matérias-primas como informações. Analogamente pode-se imaginar o ambiente de projeto do produto como uma “manufatura de projetos”. A abordagem para a gestão e desenvolvimento do produto no contexto da manufatura de projetos aproxima os conceitos de manufatura clássicos dos conceitos de gestão de projeto do produto, colaborando assim para a migração e adequada apropriação das teorias de manufatura para a área de projetos.
No que se refere às rotinas de engenharia e o impacto das perdas nestas rotinas, a contribuição que este trabalho busca entregar está na abordagem direta ao conceito de ineficiência: a existência de perdas e sua possibilidade de identificação em atividades de engenharia. A análise e identificação das perdas, conforme propugnado pelos criadores do STP é um exercício diário de melhoria contínua pela observação do paradigma referente ao significado de valor e o quanto se utiliza dos recursos para a obtenção deste valor. Estando o conhecimento sobre o pensamento enxuto ainda em amadurecimento na comunidade industrial e constatando-se que o senso crítico voltado para a observação das perdas no ambiente de projeto do produto, conforme vivenciado pelos autores, não é dominante e ainda não é um fator gerador de movimentos mais robustos na busca pelo seu entendimento, haja vista o estabelecimento do conceito de que perdas são funções exclusivamente de manufatura e de difícil trânsito em outros ambientes, tem-se um interessante e fértil campo de estudos adiante se estabelecidas as corretas relações entre ambientes e respeitadas as apropriações de conceitos. Uma sistematização similar sobre outros métodos de desenvolvimento de produto e seus relacionamentos com o MFP, bem como a estruturação e a definição de novos padrões resultantes da aproximação dessa metodologia são caminhos a serem ainda aprofundados. A análise das perdas pode auxiliar de forma interessante não somente as áreas de projeto do produto, como diversos outros setores produtivos da sociedade.
AAKER, David A. KUMAR, V. DAY, George S. Pesquisa de Marketing. São Paulo: Atlas, 2001.
DINSMORE,Paul Campbell; CAVALIERI, Adriane. Como se tornar um profissional em gerenciamento de projetos: livro-base de preparação para certificação PMP®. Rio de Janeiro: Qualitymark, 2005.
FLICK, Uwe. Uma introdução à pesquisa qualitativa. Porto Alegre: Bookman, 2002.
GHINATO, Paulo. Sistema Toyota de Produção – mais do que simplesmente Just-in-time. Autonomação e Zero Defeitos. Caxias do Sul: EDUCS, 1996.
GUIA PMBOK®. Conjunto de conhecimentos em gerenciamento de projetos (PMI). Terceira edição. 2004.
HELDMAN, Kim. Gerência de projetos: guia para o exame oficial do PMI. Rio de Janeiro: Elsevier, 2006.
HIRANO, H. JIT implementation manual: the complete guide to Just-in-time manufacturing.
Portland: Productivity Press, 1989.
LIKER, Jeffrey K. O modelo Toyota - 14 princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman, 2005.
LUIZ, Alfredo José Barreto. Meta-Análise: Definição, Aplicações e Sinergia com Dados Espaciais. Caderno de Ciência & Tecnologia, Brasília, v.19, n.3, p407-428, set./dez. 2002.
OHNO, Taichi. O Sistema Toyota de Produção além da produção em larga escala. Trad. Cristina Schumacher. Porto Alegre: Bookman, 1997.
PAHL, Gerhard; BEITZ, Wolfgang; FELDHUSEN, Jörg; GROTE, Karl-Heinrich. Projeto na engenharia. São Paulo: Edgard Blücher, 2005.
PARASURAMAN, A. Marketing research. Massachussets: Addison-Wesley Publishing Company, Inc. 1991.
RODRIGUES, Cássio. A Abordagem Processual no Estudo da Tradução: Uma Meta-Análise Qualitativa. Universidade Federal de Santa Catarina.
ROZENFELD, Henrique; FORCELLINI, Fernando Antônio; AMARAL, Daniel Capaldo; TOLEDO, José Carlos; DA SILVA, Sergio Luis; ALLIPRANDINI, Dário Henrique; SCALICE, Régis Kovacs. Gestão do Desenvolvimento do Produto – Uma referência para a melhoria do processo. São Paulo: Saraiva, 2006.
SHINGO, Shigeo. O Sistema Toyota de Produção do ponto de vista da engenharia de produção. Trad. Eduardo Schaan. Porto Alegre: Bookman, 1996.
1. Email: guilhermevaccaro@gmail.com