![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 09) Año 2017. Pág. 19
Magali SANTOS 1; Cristiano CHIMINELLI 2; Patrícia de Andrade PAINES 3; Osmar POSSAMAI 4
Recibido: 08/09/16 • Aprobado: 08/10/2016
3. Procedimentos metodológicos
5. Considerações finais e recomendações
RESUMO: O processo de industrialização de legumes em conserva apresenta uma grande variabilidade no peso final dos produtos, devido à própria natureza da materia prima utilizada. Os legumes utilizados não apresentam uniformidade de volume e peso, dificultando o controle final de qualidade e o atendimento às normas legais. Este fato encarece o produto final e gera perdas, pois para evitar infrações às normas, as empresas costumam acrescentar legumes além do necessário. Em face disto, este artigo apresenta um estudo para avaliação da capabilidade do processo de pesagem do produto em uma linha de produção de pepinos em conserva. Por meio de um controle estatístico do processo de pesagem e de cartas de controle, foi possível estabelecer um diagnóstico das perdas de matéria prima, e propor ações corretivas para manter o processo sob controle. Os resultados apresentaram uma redução do desperdício de 6 % em peso de matéria prima, com economia de R$ 72.600,00/ano. |
ABSTRACT: The process of industrialization of pickled vegetables presents a great variability in the final weight of the products, due to the very nature of the raw material used. The vegetables used do not have uniformity of volume and weight, making the final quality control and compliance with the legal regulations. This fact makes the final product and it generates losses, because to avoid breaking rules, companies tend to add vegetables. On the face of it, this article presents a study to assess the capability of the process of weighing the product in a production line of pickled cucumbers. Through a statistical process control of weighing and control card, it was possible to establish a diagnosis of the loss of raw materials, and propose corrective actions to keep the process under control. The results were a waste reduction of 6% by weight of raw material, with R$ economy 72,600.00 / year. |

As empresas têm a preocupação em manter elevados os índices de desempenho no que diz respeito à qualidade e a produtividade devido às exigências do consumidor e do mercado. A velocidade das informações e as novas tecnologias estabeleceram um ambiente globalizado de alta concorrência em que preço e prazo devem ser atendidos (Vilaça; Oliveira, 2011).
O controle das variáveis envolvidas no processo de produção é fundamental para atender os requisitos dos clientes e aumentar a eficiência operacional. Muitas vezes os desperdícios nos sistemas produtivos não são identificados facilmente, necessitando de acompanhamento e controle de produção para aumentar a estabilidade. Segundo Juran e Gryna (1992), todos os processos exibem variabilidade, ou seja, quanto maior for à variabilidade, maior será o descontrole em relação aos resultados produzidos e os resultados desejados (Montgomery, 1997).
Em um ambiente competitivo, a melhoria contínua do processo possibilita monitorar, controlar e melhorar os processos produtivos, sempre que for detectado algum problema. Se houver um caráter preventivo, estas ações contribuem para minimizar as perdas e aumentar a produtividade (Bortolotti, et al., 2009).
A introdução de técnicas estatísticas possibilita analisar o comportamento do processo ao longo do tempo, identificando as causas de variabilidade dos processos, servindo de base para decisões e ações corretivas de controle e estabilidade da qualidade, reduzindo os custos de produção, evitando desperdícios e elevando eficiência.
No caso do processo industrial de produção de pepinos em conserva, observa-se uma grande variabilidade no processo de pesagem, ocorrendo mesmo com cuidadosa seleção dos pepinos que visa garantir a uniformização quanto ao formato, tamanho e peso, durante as etapas de branqueamento, envasamento e conservação (Maldonade, 2009).
Portanto, este trabalho vai buscar formas adequadas para padronizar o sistema de produção, aplicando os ajustes necessários nas variáveis do processo que influenciam diretamente na manutenção da produção dentro das especificações.
Esta seção apresentará como o controle estatístico de processo e as ferramentas de apoio gráficos de controle para a avaliação da qualidade do processo produtivo de pepinos em conserva.
A literatura cita inúmeros estudos relacionando a utilização de métodos de Controle Estatístico de Processo (CEP), tais como em gerenciamento de processos ou de sistemas produtivos, destinados a monitorar a estabilidade e acompanhar seus parâmetros ao longo do tempo (Rosa, 2009). Estudos relatam que o uso correto do CEP e técnicas estatísticas permite o monitoramento da qualidade e redução da variabilidade eficaz, e posteriormente, promovendo uma melhoria do processo produtivo. Na Tabela 1 pode-se diferenciar dois grupos de causas de variabilidade em sistemas de produtivos.
Tabela 1: Grupos de causas de variabilidade em sistemas produtivos.
Causa |
Variabilidade |
Desempenho |
Comum |
Identificáveis e podem ser eliminados |
Atua no processo e pode ser descoberta e corrigida, permitindo o seu controle. |
Especial |
Esporadicamente e inevitáveis |
Não se pode ter controle e altera os parâmetros do processo. |
Fonte: Autores.
Jacobs e Zanini (2013) relatam que “às causas especiais no processo, é importante monitorar periodicamente o mesmo, evitando que situações indesejadas passem a acontecer. Periodicamente (semanal ou mensalmente) é importante realizar análises de desempenho do processo, verificando o quanto este é capaz de atingir as metas estabelecidas pela administração, para que as respectivas ações sejam tomadas com o intuito de melhorar continuamente os processos”.
A estabilidade do processo visa minimização de custos de produção, maior consistência e previsibilidade, priorizando as principais características e propriedades das variáveis de forma quantitativa e contínua. Essas variáveis devem ser supervisionadas, avaliadas e controladas por meio de gráficos de controle de médias e desvio padrão, que expressaram os indicadores toleráveis em um determinado tempo (Paines, 2014).
As cartas ou gráficos de controle de média e desvio padrão têm por finalidade acompanhar o processo, por meio de uma faixa de tolerância determinada por limites de controle, valores primordiais e aceitáveis para o controle da qualidade do processo. A variabilidade (oscilação do processo) é limitada pela Linha Superior Controle (LSC) e pela Linha Inferior de Controle (LIC), além da Linha Central (LC) que são estatisticamente determinadas por:
a) Média de Controle Estatístico de Processo: definida pela empresa ou órgão regulador:
Onde:
X é a média do processo correspondente à linha central (LC);
A1 é o coeficiente tabelado em função do tamanho da amostra;
S é o desvio padrão do processo correspondente à linha central (LC);
b) Desvio Padrão de Controle Estatístico de Processo: definida pela empresa ou órgão regulador:
Onde:
S é o desvio padrão do processo correspondente à linha central (LC);
B3 e B4 são os coeficientes tabelados em função do tamanho da amostra.
No presente estudo, o CEP possibilitou realizar o controle da pesagem dos pepinos antes do pré-preparo, indicando o peso bruto do legume. Através das cartas de controle pode-se detectar desvios de parâmetros representativos do processo, reduzindo a quantidade de produtos fora de especificações e de custos da produção.
A avaliação da qualidade de um produto é feita pelo consumidor final em termos do desempenho apresentado por suas características funcionais. Este desempenho está ligado com as propriedades dos materiais, dimensões, aspectos estéticos e número de defeitos. Do ponto de vista do produtor, o controle das especificações técnicas do produto deve garantir as tolerâncias fixadas e as normas de inspeção sobre as quais incide um controle efetivo (Rosa, 2009).
A avaliação das caraterísticas pode ser realizada por dois tipos de cartas de controle:
- Cartas ou gráficos de Controle por variáveis: utilizadas para avaliação das caraterísticas, quando a variabilidade da qualidade pode ser medida ou avaliada quantitativamente (escala contínua). Permite identificar o tipo de variação e o tipo de causa associada;
- Cartas ou gráficos de Controle por Atributos: analisam as caraterísticas quando a variabilidade da qualidade é de forma qualitativa. Permite determinar o que caracteriza um defeito e uma classificação para os defeitos.
Para Rosa (2009), a definição de Defeito é a falta de conformidade da unidade do produto com as especificações meta de uma característica da qualidade. O fornecimento de informações da pesagem do produto para a validação de processos permite a investigação detalhada de todos os pontos críticos de controle, diagnosticando as possíveis não conformidades em todas as etapas do processo, além de sinalizar as possíveis fontes desses desvios de qualidade possibilitando correções, interações e uma maior compreensão do processo (Nunes, 2010).
Segundo Montgomery (2004), a capacidade do processo é uma ferramenta que permite verificar se o processo atende às especificações de projeto, ou seja, tem o objetivo de diagnosticar se os processos são capazes de satisfazer os requisitos dos clientes. Neste estudo, os índices de capacidade Cp (índice de capacidade potendial) e o CpK (índice de capacidade efetiva), predizem o processamento e quantificação de informações para avaliar se o processo é capaz de gerar produtos possam atender as especificações provenientes dos clientes externos e internos. A Tabela 2 mostra as especificações quanto a definição, uso, formulação e avaliação dos índices de capacidade de processo Cp e CpK .
Tabela 2: Especificações dos índices de capacidade de processo Cp e CpK.
Índices |
Cp |
CpK |
Uso |
O processo está centrado entre os limites de especificação. |
O processo não está centrado entre os limites de especificação, mas cai sobre ou entre eles. |
Definição |
Taxa de tolerância (a largura dos limites de especificação) à variação atual (tolerância do processo). |
Taxa de tolerância (a largura dos limites de especificação) à variação atual, considerando a média do processo relativa ao ponto médio das especificações. |
Formulação |
Ou seja, variabilidade permitida do processo em relação à variabilidade inerente.
|
Ou seja, variabilidade do processo, assim como, a localização com respeito aos limites de especificação. |
Avaliação |
Processo incapaz: Cp < 1 Processo aceitável: 1 ≤ Cp ≤ 1,33 Processo capaz: Cp ≥ 1,33 |
Processo incapaz: Cpk < 1 Processo aceitável: 1 ≤ Cpk ≤ 1,33 Processo capaz: Cpk ≥ 1,33 |
Fonte: Autores.
Neste trabalho, o uso dos índices de capacidade servirá para quantificar a forma de como um processo pode produzir produtos aceitáveis e que atendam às especificações. De forma geral, o uso de uma carta de controle para estabelecer se o processo de pesagem é estável, precede o estudo da capabilidade para o monitoramento se os itens produzidos pelo processo são aceitáveis.
Essa seção encontra-se dividida nos tópicos Materiais e Métodos, critérios considerados para descrição do processo de produção de pepinos em conserva.
O presente trabalho foi desenvolvido em uma empresa que produz legumes em conserva, em especial conserva de pepino, por ser este o produto com maior volume de produção. A fase de observação iniciou-se em abril de 2016 e foi formada por 4 subgrupos com 50 amostras, totalizando 200 amostras do produto. A Figura 1 ilustra o fluxograma esquemático do processo para produtos em conserva, iniciando no recebimento da matéria-prima até a armazenagem produto final.
Figura 1 - Fluxograma esquemático do sistema produtivo.

Fonte: Autores.
A seguir são descritas as principais etapas da produção de pepinos em conserva para as análises do comportamento do processo:
a) Recebimento: as matérias-primas são recepcionadas após a chegada na empresa e recebem as operações preliminares de limpeza, lavagem, classificação, entre outras;
b) Seleção: é uma etapa realizada para garantir a qualidade do legume que será envasado, principalmente quanto à cor, defeitos, tamanhos, bem como remover possíveis impurezas como grãos, pedaços de legumes e vegetais que não estejam de acordo com o padrão estabelecido;
c) Esterilização das embalagens: serve para eliminar bactérias e outros patógenos por venturas existentes nas embalagens, por meio de aquecimentoa uma temperatura específica, em uma atmosfera saturada de vapor ou em água quente; ),;
d) Envaze: consiste no acondicionamento dos pepinos dentro das embalagens de vidro. Uma das principais atividades é a pesagem com uso de balança para aferir os pesos dos produtos;
e) Salmoura: etapa usada para preencher os espaços vazios entre os legumes no interior da embalagem, facilitando a transmissão de calor durante a operação de pasteurização, promovendo a remoção de ar e realçando o sabor dos legumes e vegetais em conserva. A adição de salmoura, com 1 a 2 % de sal, é aquecida a uma temperatura em torno de 75°C, para evitar a deformação dos legumes;
f) Pasteurização: etapa destinada a remover o ar que fica preso no interior dos legumes e da embalagem, além de promover a descontaminação dos legumes;
g) Rotulagem: fixa o rotulo nos vidros, identificando tipo de produto, fabricante e peso;
h) Armazenagem: etapa destinada à estocagem do produto final, de forma a garantir a preservação da qualidade necessária ao consumo. Esta etapa engloba também as atividades de separação e encaixotamento de produto para a entrega aos distribuidores.
Para este estudo, a aplicação de ferramentas CEP e análises do comportamento do processo serão direcionadas na etapa de Envase de pepino, a qual é responsável por aferir a pesagem dos pepinos adequados para acondicionamento nas embalagens. Essa etapa prioriza inicialmente a seleção, padronização e pesagem dos pepinos, e sucessivamente a quantidade de adição de líquido de cobertura, a fim de padronizar o tratamento térmico.
O trabalho iniciou com a definição de uma equipe multifuncional,a qual definiu o tipo de controle estatístico de processo mais apropriado para avaliar o peso do pepino em conserva. Os gráficos de controle de média, amplitude e desvio-padrão foram escolhidos para o controle do peso médio de pepinos a ser envazado em 300 gramas com tolerância de 5%, valores determinados para verificação de conteúdo nominal igual e predeterminados na embalagem durante o processo de fabricação, sem a presença do consumidor. De acordo com a Portaria do INMETRO n° 74 de 1995, estabelece critérios para verificação quantitativa em produtos comercializados em unidades de massa e volume com conteúdo nominais iguais, verificados em fábricas, depósitos e pontos de vendas. De acordo com essa portaria, os valores admissíveis para a Tolerância Individual (T) da característica da quantidade peso são de 15 gramas, ou seja, o Limite Inferior de Especificação é de 15 gramas. Na sequencia, foi realizada uma parada parcial na produção, para comunicação e treinamento dos funcionários, os quais ficaram responsáveis por fazer a coleta dos dados. O líder de produção ficou responsável por realizar os cálculos e plotagem dos gráficos na produção.
Os dados coletados de pesagem do pepino foram obtidos no processo de envase, distribuídos em 4 subgrupos. Para estimar o tamanho da amostra necessária para o estudo considerou-se o tamanho do universo de 825 unidades produzidas no período de uma hora, com nível de confiança de 90% e margem de erro admitido de 5%. Observou-se que a coleta de 200 dados é suficiente para a precisão requerida neste trabalho.
As médias de cada amostra foram recolhidas sequencialmente durante a produção e após a coleta foi implantado CEP no processo e pesagem dos pepinos. Para análise e cálculos dos limites inferior e superior foi utilizado uma planilha Excel com aplicação do software estatístico “Action Stat”, disponível pelo Portal Action (2016).
A seguir, na Tabela 3 apresenta as 50 amostras e os resultados de média, amplitude e desvio padrão dos pesos dos pepinos coletadosno processo de envase. E os números 1, 2, 3 e 4 (primeira linha da tabela) identificam os 4 subgrupos no intervalo de um minuto, totalizando 50 amostras.
Tabela 3 - Média, amplitude e desvio padrão dos pesos dos pepinos.

Fonte: Autores.
Para analisar os dados, utilizou-se os gráficos de controle de média, amplitude e desvio padrão. Tal análise proporciona viabilidade e parametrização de funcionamento, através de representações gráficas estatísticas consideradas suficientes em termos de operacionalização do sistema de controle de pesagem.
Então, considerando que a Tolerância Individual (T) do peso é de 15 gramas, o peso mínimo de pepinos a ser envazado em cada unidade do produto deve ser de 285g. Por outro lado, o Limite Superior fica a critério da empresa, mas sabe-se que qualquer acréscimo de peso além de 300g representa um desperdício de matéria prima. A seguir, foram plotados os gráficos de controle para verificar se o processo se encontra sobre o controle estatístico.
Após o levantamento dos dados, foram desenvolvidos diversos gráficos para analise dos resultados, e sucessivamente, determinado a faixa de tolerância composto por: LSC (Limite Superior de Controle), LC (Linha Média) e LIC (Limite Inferior de Controle). Diante de supostos problemas, a Figura 2 apresenta o gráfico de controle referente à média da pesagem do produto dos 4 subgrupos, que apresentou um limite superior de 346.113g, linha de centro de 328.195g e limite inferior de 310.276g.

Figura 2 - Pesagem média dos pepinos.
Observa-se que não houve instabilidade no processo nas médias dos pepinos, ou seja, a variação permaneceu dentro da faixa de tolerância determinada pela empresa. Na sequencia, a Figura 3 apresenta a amplitude média das amostras com limite superior de 56.091, linha de centro de 24.58 e limite inferior de 0 (zero).
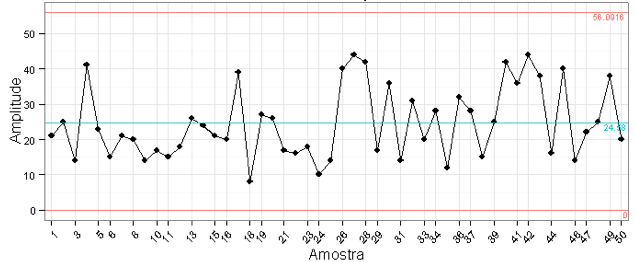
Figura 3 - Amplitude da pesagem dos pepinos.
Verifica-se aqui também que não houve instabilidade no processo da pesagem dos pepinos, ficando os índices aceitáveis para o processo. Assim, na Figura 4 apresenta-se a variação estatística do processo, gráfico do Desvio Padrão, com limite superior de 25.508, linha de centro de 11.257 e limite inferior 0 (zero), considerando o índice da pesagem dos pepinos aceitáveis e confiáveis.

Figura 4 - Desvio padrão da pesagem dos pepinos.
Na análise das figuras 2, 3 e 4 da pesagem dos pepinos, pode-se verificar que todos os pontos estão dentro dos limites de controle, o que indicaria a condição de que o processo é estável. Um processo estável não indica que é capaz, por isso é importante verificar a Capacidade do Processo. Este estudo é fundamental para verificar se o processo consegue atender às especificações. A Figura 5 apresenta o histograma referente à pesagem dos pepinos.
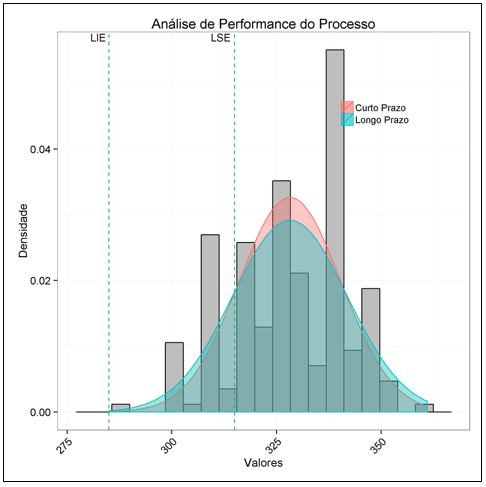
Figura 5 - Histograma dos pesos dos pepinos.
Para melhor compreensão do estudo, os valores obtidos a seguir, referem-se aos dados amostrais obtidos do processo. A Tabela 4 um resumo das especificações necessárias que permitem a verificação dos níveis de capacidade do processo.
Tabela 4: Especificações e níveis de capacidade do processo.
Especificações |
Níveis |
Amostra |
200 |
Média |
318.195 |
Desvio Padrão |
12.22 |
Limite Inferior de Especificação (LIE) |
285 |
Limite Superior de Especificação (LSE) |
315 |
Capacidade inferior (CPI) |
1.18 |
Capacidade superior (CPS) |
- 0.36 |
Capacidade (Cp) |
0.41 |
Índice de capacidade nominal (CpK) |
- 0.36 |
PPM Total: |
815000 |
Fonte: Autores.
Através da Figura 5 pode-se verificar que o processo não é capaz de atender às especificações e que o mesmo não está centralizado. Neste caso, somente a centralização do processo não é suficiente para torná-lo capaz. Por outro lado, além de não atender às especificações, é necessário reduzir as causas comuns de variabilidade incidentes sobre o processo de pesagem dos pepinos.
A média obtida de 318.195 gramas de pepinos por embalagem está deslocada para cima do valor nominal que é de 300 gramas. Portanto, é necessário agir para trazer a média mais próxima do centro das especificações com ações para reduzir as variações.
Outro ponto importante é a interpretação dos índices de capacidade calculados. O CpK considera a localização do processo e indica a diferença do centro da distribuição normal e a especificação. Se Cp = CpK o processo estaria centrado no ponto médio das especificações, o que não se verificou devido ao afastamento entre Cp e CpK. Quando o CpK < Cp, o processo está descentralizado e quando o CpK for negativo, indica que a média está fora dos limites de especificação o que classifica o processo como incapaz (inadequado).
Esta incapacidade demonstra que o processo não atende às especificações determinadas pela legislação ou pela empresa. Para este trabalho definiu-se que o produtor tem que readequar a média e os limites de controle do processo, pois envazam um volume de pepinos com peso médio de 318.195 gramas em vez de 300 gramas, conforme o padrão desejado. Isso implica em maior custo para a empresa, porque o cliente estará recebendo um maior peso pelo mesmo preço, sem se quer perceber os benefícios disto.
Considerando que a empresa em estudo tem uma produção diária de 6.660 unidades vidros de pepino em conversa, e que com o excesso de 18.195 gramas em média por vidro, acarretaria um total de perda de aproximadamente 121 kg de pepinos por dia. Se o custo médio da matéria prima é R$ 2,50 por Kg, a empresa pode ter um potencial redução de 2.420 kg/mês com compra de matéria prima, e por conseguinte uma redução de custo de proximamente de R$ 72.600,00/ ano.
A empresa elaborou ações de melhoria após a apresentação dos estudos, detectando problemas como balanças mal aferidas, treinamento inadequado dos funcionários, falta de padronização das atividades, melhorias no ambiente de trabalho e a implantação da carta de controle no processo de pesagem e envaze. Obviamente, por se tratar de matéria prima formada por legumes, de baixo custo e cuja relação entre peso e volume não é constante, a empresa deverá operar sempre com valores médios acima do padrão desejado. Resta saber se as ações de controle que poderiam ser desenvolvidas para aumentar a precisão da pesagem realmente compensam os custos com a matéria prima gasta em excesso.
Através dos resultados obtidos verificou-se que o processo é estatisticamente estável, mas a empresa precisará analisar os procedimentos e o processo atual de pesagem e envaze para readequar o peso dos pepinos.
Portanto, o controle estatístico deve ser implantado para continuar os estudos e análises de propostas de melhoria para atingir CpK ≥ 1,33. Após a construção das cartas de controle e cálculo da capacidade, a empresa deve aplicar ações corretivas, para evitar falhas e problemas futuros para a empresa. A equipe sugeriu à empresa a implantação do CEP nos demais processos de produção, servindo como suporte auxiliar na busca por maior eficiência e otimização de seus processos. É importante ressaltar a contribuição para redução do desperdício com excesso de matéria-prima e um maior custo para empresa, reduzindo com isso a conquista de maior produtividade e eficiência da empresa.
Bortolotti, S. L. V.; Souza, R. A.; Sousa, A. F. (2009). Análise da Qualidade do Produto Final no Processo de Envase de Azeitonas Verdes. V Congresso Nacional de Excelência em Gestão.
Garvin, D. A. (1984). What Does “Productt Quality” really mean? Sloan Management Review, USA.
Jacobs, W; Zanini, R. R. (2013). A utilização do controle estatístico de qualidade como ferramenta de suporte à gestão dos desperdícios de alimentos em uma unidade de alimentação e nutrição. Revista Espacios, 34 (11).
Juran, J. M.; Gryna, F. M. (1992). Controle da Qualidade: Métodos Estatísticos Clássicos Aplicados à Qualidade. São Paulo, Ed. Makron.
Leffler, K. B. (1982). Ambiguous Changes in Product Quality. American Economic Review.
Lopes, L. F. D. (2007). Controle Estatístico de Processo. Apostila do curso de Engenharia de Produção; Santa Maria, Ed. 3.
Maldonade, I. (2009). Pepinos em Conserva. Revista Eletrônica Embrapa: Circulares Técnicas, 4 (72).
Montgomery, D. C. (1997). Introduction to Statistical Quality Control. 3rd edition. New York: John Wiley & Sons.
Montgomery, D. C. 2004. Introdução ao Controle Estatístico da Qualidade. São Paulo, Ed. 4. Editora LTC.
Nunes, et. al . 2010. Controle estatístico de processo aplicado ao monitoramento de envase da tintura de iodo. Revista de Ciências Farmacêuticas Básica e Aplicada, 31(1), p. 75-81.
Paines, P. A. (2014). Desenvolvimento de Kit Didático de Geração de Energia Solar. Dissertação – Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Santa Maria, Santa Maria.
Paladini, E. P. (1997). Qualidade Total na Prática. São Paulo, Ed. Atlas.
______________. (2008). Gestão Estratégica da Qualidade: princípios, métodos e processos. São Paulo, Ed. Atlas.
Portal Action. (2016). ESTATCAMP - Consultoria Estatística e Qualidade e DIGUP - Desenvolvimento de Sistemas e Consultoria Estatística. Disponível em: <http://www.portalaction.com.br/>. Acesso em 11 de agosto de 2016.
Rosa, L. C. (2009). Introdução ao Controle Estatístico de Processos. Santa Maria, Ed. da UFSM.
Roth, C. W. (2011). Curso Técnico em Automação Industrial: Qualidade e Produtividade. Santa Maria, Colégio Técnico Industrial de Santa Maria, Ed. 3.
Tavares, L. A. (1999). Administração Moderna da Manutenção. Rio de Janeiro, Ed. 2. Novo Polo Publicações.
Vilaça, A.C.; Oliveira, R. C. B. (2011). Utilização do Controle Estatístico de Processo para Avaliação de Peso de Massas para Pastel. FAZU em Revista, Uberaba, n. 8, p. 137-146.
Xenos, H. G. (2014). Gerenciando a Manutenção Produtiva. Belo Horizonte: Ed. 2. Ed. Desenvolvimento Gerencial.
1. Centro Universitário de Brusque/UNIFEBE. Graduação em Engenharia de Produção - Brusque/SC: Brasil. e-mail: mag2904@hotmail.com
2. Universidade Federal de Santa Catarina/UFSC. Programa de Pós-Graduação em Engenharia de Produção - Florianópolis/SC: Brasil. e-mail: cristianociminelli@hotmail.com
3. Universidade Federal de Santa Catarina/UFSC. Programa de Pós-Graduação em Engenharia de Produção - Florianópolis/SC: Brasil. e-mail: paines_sm@hotmail.com
4. Universidade Federal de Santa Catarina/UFSC. Programa de Pós-Graduação em Engenharia de Produção - Florianópolis/SC: Brasil. Email: : osmar.possamai@ufsc.br