
 HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN
HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN Espacios. Vol. 37 (Nº 35) Año 2016. Pág. 26
Carlo Alessandro CASTELLANELLI 1
Recibido:29/06/16 • Aprobado: 30/07/2016
4. Técnicas de mitigação de falhas humanas
RESUMO: Pode-se considerar que a produção de biocombustíveis está em plena expansão. Há inúmeras plantas instaladas em muitos países. Estas plantas como outras indústrias de produtos químicos podem ter acidentes com consequências fatais. Sendo uma instalação industrial, existem riscos e perigos relacionados com o transporte, armazenamento e utilização de grande quantidade de substâncias químicas tóxicas, inflamáveis e altamente poluentes. Neste trabalho, erros e falhas na produção de biocombustíveis são avaliados. Há uma necessidade crescente por segurança nas indústrias, e para tal, foram desenvolvidos alguns mecanismos e instrumentos para a solução de problemas dessa natureza, como o FMEA, o HAZOP, a ATHEANA e o CREAM, que servem para a identificação, tratamento e mitigação dos perigos/riscos de processos e operabilidades. Foram analisadas 4 empresas brasileiras do ramo e coletadas informações sobre acidentes graves que ocorreram durante seu processo de produção, e em seguida são sugeridas técnicas para a prevenção. |
ABSTRACT: It can be considered that production of biofuels is spreading worlwide. There are numerous plants installed in many countries. These plants and other chemical industries have accidents with fatal consequences. Being an industrial facility, there are risks and hazards associated with the transport, storage and use of large amounts of toxic, flammable and highly polluting chemicals. In this paper, failures and errors in the production of biofuels are assessed. There is a growing need for safety in the industry, and thus some mechanisms and instruments like FMEA, HAZOP, ATHEANA and CREAM were developed for solving problems, which serve for the identification, treatment and mitigation of hazard / risk in processes. It were analyzed some information on major accidents that occurred during the production process of four brazilian biodiesel companies and then it was suggest techniques for its prevention. |
Os biocombustíveis se caracterizam por serem uma alternativa para substituir o diesel obtido através do petróleo. Podem ser obtidos a partir de açúcar, de amido, óleo vegetal ou gorduras animais, utilizando a tecnologia convencional - estes conhecidos como combustíveis de primeira geração. A forma mais comum de combustíveis de primeira geração são o óleo vegetal, o biodiesel, o bioalcohol, o biogás e os biocombustíveis sólidos como madeira e carvão. A segunda geração de biocombustível é produzida a partir de uma variedade de culturas não alimentares e a terceira geração de biocombustíveis são feitos a partir de algas. A utilização de biocombustíveis gera uma menor contaminação ambiental, sendo uma alternativa viável para o esgotamento dos recursos energéticos fósseis.
A importância e a crescente valorização estão relacionadas com as seguintes questões: 1) ambiental, devido à redução de emissão de carbono; 2) econômica, pela perspectiva do esgotamento dos combustíveis fósseis; 3) social, através da geração de oportunidades para agricultura e 4) estratégico, em relação à promoção das energias renováveis, adaptados à presente tecnologia, evitando grandes modificações em motores que utilizam combustíveis fósseis. Com o aumento gradativo da necessidade de combustíveis e os diversos fatores associados como problemas ambientais, políticos e econômicos, tem-se no momento, uma maior conscientização sobre as fontes de energias renováveis que minimizem o impacto ambiental, sejam economicamente competitivas, tecnicamente realizáveis, ambientalmente aceitáveis e com grande disponibilidade. As plantas de produção de biodiesel no Brasil, assim como as indústrias que lidam com materiais e operações perigosas que possam causar danos materiais e aos trabalhadores, devem estar atentas às possíveis falhas e erros ocasionados pela ação humana.
Os acidentes de processo contribuíram de forma significativa para despertar a atenção das indústrias no sentido de buscar mecanismos para a prevenção desses episódios que comprometem a segurança das pessoas, o meio ambiente e as instalações industriais. Assim, os métodos já amplamente utilizados nas indústrias passaram a ser adaptados para a realização de estudos de análise e avaliação do risco associado às atividades industriais. No Brasil, ainda hoje, a questão dos acidentes de trabalho e de processos industriais é um problema que merece uma atenção especial. Por imperícia, descuido ou falta de procedimentos objetivos, acidentes podem ser causados chegando até mesmo a perdas irreparáveis como o falecimento de pessoas. Estas consequências poderiam ser evitadas, se houvesse um interesse maior em identificar e gerenciar os perigos envolvidos nos processos industriais.
Este trabalho está focado no processo da fabricação de biodiesel onde o próprio processo de operação e manutenção são altamente influenciados pela ação humana. Em um setor de um acidente pode ser fatal e sendo instalações industriais, existem riscos e perigos relacionados com:
Foram coletadas informações em quatro plantas produtoras de biodiesel brasileiras, afim de se verificar falhas e erros que já aconteceram em seus processos e a seguir, metodologias de antecipação ou de controle de erros e falhas são sugeridas de modo a minimizar suas ações nos processos produtivos.
Foram identificados 5 eventos operacionais nos quais os operadores executaram ações não requeridas pelos procedimentos de resposta ao acidente e que pioraram as condições da planta.
A utilização de biodiesel como combustível vem apresentando um potencial promissor no mundo inteiro (Herrera 1995), sendo um mercado que cresce aceleradamente devido, em primeiro lugar, a sua enorme contribuição ao meio ambiente, com a redução qualitativa e quantitativa dos níveis de poluição ambiental, principalmente nos grandes centros urbanos. Em segundo lugar, como fonte estratégica de energia renovável em substituição ao óleo diesel e outros derivados do petróleo. Assim, países como França, Áustria, Alemanha, Bélgica, Reino Unido, Itália, Holanda, Finlândia, Estados Unidos, Japão e Suécia vêm investindo significativamente na produção e viabilização comercial do biodiesel, através de unidades de produção com diferentes capacidades (Harten, 2003), e também se pode dizer que para o Brasil esta é uma tecnologia bastante adequada, devido à disponibilidade de óleo de soja e de álcool etílico derivado da cana-de-açúcar. No entanto, a comercialização do biodiesel ainda apresenta alguns gargalos tecnológicos, surgindo como obstáculos para sua comercialização o preço da matéria-prima e os custos operacionais.
O interesse na pesquisa, desenvolvimento e produção de biocombustíveis ultimamente tem sido foco de diversas áreas, que incluem demanda mundial pelos combustíveis, preocupação com o meio ambiente, desenvolvimento agrícola, segurança energética, entre outros fatores (Dabdoub et al, 2009). A busca de fontes alternativas de energia tem se concentrado no desenvolvimento de insumos básicos de fontes renováveis que possam substituir os derivados do petróleo, que possuam grande disponibilidade, apresentam biodegradabilidade e baixo custo.
O Brasil consome cerca de 35 milhões de t/ano de óleo diesel (ANP, 2015), assim, com ampliação deste mercado a economia de petróleo importado seria expressiva, podendo inclusive minimizar o déficit de nossa balança de pagamentos. Além disso, no processo de transesterificação resulta como subproduto a glicerina, sendo seu aproveitamento outro aspecto importante na viabilização do processo de produção do biodiesel, fazendo com que ele se torne competitivo no mercado de combustíveis. A maior parte do biodiesel atualmente produzido no mundo deriva do óleo de soja, utilizando metanol e catalisador alcalino (Knothe, 2002), porém, todos os óleos vegetais, enquadrados na categoria de óleos fixos ou triglicerídeos, podem ser transformados em biodiesel. A figura 1 demonstra o processo simplificado de produção de biodiesel.

Figura 1. Fluxograma simplificado para o processo para produção de biodiesel via catálise homogênea em meio alcalino.
Lapa (2006) ressalta que recentemente houve exemplos advindos da introdução da gestão da qualidade nas organizações que aliada à competição mundial possibilitou alcançar níveis de produtividade jamais imaginados. Essa mesma experiência está migrando para a adoção de sistemas de gestão ambiental, ocupacional e de segurança, os quais podem constituir meios poderosos de reversão desse cenário indesejável. Se a sociedade empresarial não se sensibiliza com os números catastróficos de acidentes e doenças, nem com a dor social que eles causam que se sensibilizem pelas perdas econômicas mensuráveis que eles representam. Avaliações da OIT indicam que as perdas por acidentes de trabalho e doenças ocupacionais são estimadas em 4% do PIB – Produto Interno Bruto mundial (ILO, 2003).
Ao se falar em prevenção naturalmente deve-se pensar em antecipar os fatores geradores de acidentes e doenças, o que possibilita adotar medidas adequadas de prevenção e proteção. Em outras palavras, significa gerir os riscos de modo que essa gerência conduza a resultados que contribuam para amenizar e reverter esse cenário onde se perde a vida e capacidade de trabalho paradoxalmente na conquista do sustento, sobrevivência e na busca de melhores condições e qualidade de vida.
Segundo Kirwan (1994), o erro humano, se intencional ou não intencional é definido como qualquer ação humana ou a sua falta, que excede ou falha em atingir um limite de aceitabilidade, onde os limites do desempenho humano são definidos pelo sistema. Qualquer definição de erro humano deve ser considerada como um resultado natural e inevitável da variabilidade humana em interações com um sistema, refletindo as influências de todos os fatores pertinentes no momento em que as ações são executadas. Wickens (1987), relata que o quadro conceitual de erro humano é formado pelo modelo de processamento da informação; modos externos de erro; modos internos de erro; mecanismos psicológicos de erro; fatores que afetam o desempenho. Os modos externos de erro correspondem as manifestações externas do erro, por exemplo, omissão e comissão. Os modos internos de erro são as manifestações internas do erro, por exemplo, a detecção tardia. O mecanismo psicológico do erro é o mecanismo interno do erro dentro de cada domínio cognitivo. Os fatores que afetam o desempenho humano são fatores que podem contribuir para a ocorrência do erro humano, proporcionando situações de erro provável (Embrey, 1984). Wickens (1987), descreveu as seguintes funções do modelo humano de processamento da informação: recepção e processamento sensorial (percepção), memorias (memoria de longo prazo, memoria de curto prazo), avaliação da situação, planejamento da resposta e implementação da resposta.
Segundo Swain e Guttmann (1983), os erros humanos podem ser de dois tipos: os erros de omissão e os erros de comissão. Os erros de omissão são caracterizados pela falta de ação, quando se omite totalmente ou parcialmente uma tarefa. Os erros de comissão são erros de tomada de decisão, envolvendo aspectos cognitivos dos operadores e estão relacionados com o modo de desempenho baseado no conhecimento (Rasmussen, 1987). O operador realiza ações incorretas e não exigidas, propiciadas por falta de treinamento ou erros no projeto. Neste tipo de erro, o operador executa ações segundo sua compreensão e conhecimento do sistema e de seu comportamento.
Reason (1997), demonstra que as ações humanas não seguras são definidas como como vistas na Figura 2. Ações não intencionais: definidas como deslizes, lapsos e enganos. Um deslize pode ser caracterizado como realizar a ação correta no item errado. Por exemplo, abrir a bomba A ao invés da bomba B. Um lapso pode ser interpretado como deixar de realizar uma ação no tempo certo. Um engano pode ser caracterizado como um erro de julgamento ou tomada de decisão. Ações intencionais: A violação consiste em realizar uma ação de maneira incorreta, deliberadamente.
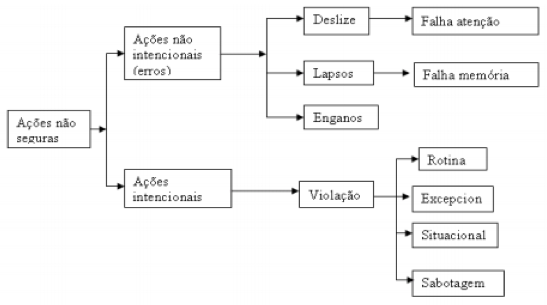
Figura 2: Taxonomia erro humano (Reason, 1997).
O fator humano destaca-se como o maior contribuinte para as falhas que tiveram sérias consequências como as ocorridas nos acidentes nas usinas nucleares de Three Mile Island, unidade 2 (TMI), nos Estados Unidos, em 1979 e Chernobyl, na Ucrânia, União Soviética, em 1986, e em outras indústrias de alta tecnologia. Como resultado de TMI, numerosas melhorias e modificações foram realizadas pela indústria nuclear norte-americana e que se esperava resolver os problemas dos erros humanos identificados naquele acidente. Entretanto, foi observada uma crescente evidência de que havia um problema de desempenho humano genérico e persistente, que foi revelado em TMI, mas que não foi corrigido: ações intencionais dos operadores baseadas em avaliações erradas da situação, envolvendo o desvio ou bloqueio inadequado da operação dos sistemas de engenharia destinados a mitigar as consequências de acidentes, durante os acidentes.
Sobre os tipos de erros humanos, não seria possível a concepção de sistemas tecnológicos para eliminar todos os erros durante a operação porque as pessoas estão envolvidas em atividades diversas: especificações, projeto, implementação, instalação, manutenção de sistemas, bem como o seu funcionamento geral. Para melhorar a segurança do processo será necessário concentrar a atenção sobre o comportamento e os métodos de trabalho durante todas as fases do ciclo de vida de forma a eliminar ou reduzir as possibilidades de erro humano
A suposição de que a confiabilidade humana pode ser realizada da mesma maneira que a confiabilidade de equipamentos não é mais aplicável (Kim, 2001). Não é difícil perceber que o elemento humano não pode ser visto como uma máquina. O simples fato de que o desempenho humano pode ser afetado por fatores fisiológicos e psicológicos é exemplo das divergências entre as máquinas e as pessoas. Portanto, tem sido necessário encontrar um caminho mais realístico para descrever e modelar diretamente as ações humanas (Dougherty & Fragola, 1988). A seguir são apresentadas algumas técnicas mais utilizadas na indústria.
Dentre as técnicas de análise de risco, o HAZOP (Hazard and Operability) tem-se apresentado eficiente, visando a minimização dos possíveis incidentes e acidentes, tanto em processos industriais, como em outras áreas. Na área da indústria de biodiesel, existe uma ausência de trabalhos que apontam o uso de técnicas estruturadas para identificar riscos existentes. Isto se torna um sério problema, pois afeta o gerenciamento de risco, expondo funcionários a condições favoráveis a acidentes de trabalho. A HAZOP ou estudos de perigos e operabilidades, é a metodologia mais abrangente e usada para a identificação de risco na indústria. Este método foi derivado de um procedimento conhecido como critical examination (exame crítico), apresentado por Lawley (1974), com o propósito de expor uma metodologia desenvolvida na Divisão Petroquímica da ICI (Imperial Chemical Industries), pois muitas coisas eram esquecidas nas fases de projeto, devido à complexidade dos sistemas, e não necessariamente pela falta de conhecimento das pessoas que integravam as equipes dos projetos. Dos vários especialistas a utilizarem a metodologia e proporem variações, Trevor Kletz (1984), também da ICI, reuniu os dois enfoques e desenvolveu a metodologia HAZOP, como é conhecida atualmente. Trata-se de uma metodologia de análise qualitativa com o propósito de identificar o perigo e a operabilidade e para examinar as linhas de processo em sistemas industriais. Dentre as metodologias de análise de risco o HAZOP tem apresentado bons resultados na aplicação em processos e atividades industriais. Esta metodologia identifica não somente riscos, mas suas causas e consequências, promovendo ações antes que o acidente aconteça (PALMER, 2004; MEEL et al. 2007).
O HAZOP visa à redução e a minimização dos riscos e aponta medidas preventivas e corretivas para os desvios identificados na área. É uma metodologia realizada por trabalho em equipe, em que pessoas de diferentes funções dentro de uma empresa são estimuladas a fazerem uso de criatividade, para que os “esquecimentos” sejam evitados, e a compreensão dos problemas de diferentes áreas e interfaces do sistema em análise seja atingida. A base conceitual da realização de metodologia considera que uma pessoa, mesmo competente, trabalhando sozinha, frequentemente está sujeita a erros por desconhecer os aspectos alheios a sua área de trabalho. Assim, o desenvolvimento do HAZOP alia a experiência e competência individual com as vantagens indiscutíveis do trabalho em equipe. Na aplicação do HAZOP são utilizadas “palavras guias” (guide words) para o emprego de perguntas, sobre desvios típicos que podem ocorrer durante o funcionamento de uma unidade de produção, conforme modelo apresentado por Alves (1997). As palavras guias conduzem o raciocínio do grupo de estudo, para fixar a atenção nos riscos mais significativos no sistema, sendo que as mais usuais e tradicionais são: NENHUM, MAIOR, MENOR, MAIS QUE, MENOS QUE, PARTE DE, MAIS DO QUE e OUTROS. De acordo com Kletz (1984) durante o processo de combinação das “palavras guias” com as variáveis podem surgir novos desvios. Para cada desvio, investigam-se as causas possíveis de provocá-lo, procurando-se levantar todas as causas e a probabilidade/frequência da sua ocorrência. Para cada uma das causas, verificam-se quais são os meios disponíveis na unidade ou sistema para detecção desta causa e quais seriam as suas possíveis consequências. Em seguida, por intermédio de uma matriz de aceitabilidade previamente estabelecida, verifica-se se o cenário é aceito ou não.
A técnica ATHEANA (A Technique for Human Error Analysis) corresponde a uma análise de falhas humanas estruturada. Integrante das chamadas técnicas de segunda geração (Forester et al., 2007), incorpora o processo cognitivo em sua análise, lidando tanto com erros de omissão (ausência de resposta) quanto os chamados erros de comissão (resposta errônea) que ocorrem em um dado contexto da planta.
A metodologia ATHEANA foi desenvolvida para tratar deste tipo de erro e está baseada no entendimento das causas das falhas na interação homem-sistema, ao invés de uma descrição comportamental e fenomenológica da resposta do operador. Isto representa uma mudança fundamental na abordagem da análise de confiabilidade humana. Os métodos tradicionais buscam responder a seguinte questão: “qual é a probabilidade de um erro randômico do operador sob condições previstas de acidente?”. Baseada nas análises dos eventos, a pergunta mais adequada seria: “Qual é a probabilidade de ocorrer um contexto que força ao erro onde é provável que o operador irá falhar? ”
ATHEANA procura identificar as prováveis oportunidades para o disparo dos mecanismos que causam os erros, os quais podem degradar as condições de segurança. Este foco no contexto que força ao erro é o que distingue a ATHEANA dos demais métodos. ATHEANA está baseada em uma estrutura de trabalho multidisciplinar desenvolvida para permitir um melhor entendimento do desempenho humano visto em acidentes sérios. Considera os fatores centrados no homem (isto é, os fatores que formatam o desempenho, PSF- performance shaping factors, tais como interface homem-máquina, conteúdo e formato dos procedimentos e treinamento) e as condições da planta que originam as necessidades de ações e criam as causas operacionais para a interação homem-sistema (isto é, indicações errôneas, indisponibilidade de equipamentos e outras configurações ou operações circunstanciais não usuais).
Ela procura descrever a inter-relação entre os mecanismos de erros, as condições da planta e os fatores que formatam o desempenho e as consequências dos erros no que se refere em como a planta pode ser colocada em uma condição menos segura. Ela inclui elementos de engenharia e operação de usinas, engenharia de fatores humanos e ciências comportamentais. Todos estes elementos contribuem para o entendimento da confiabilidade humana e suas influências associadas e foram derivadas da revisão de eventos operacionais realizadas por um grupo de um projeto multidisciplinar representando todas estas disciplinas.
O FMEA (Failure Mode and Effect Analysis) é uma técnica de engenharia utilizada para definir, identificar e eliminar falhas conhecidas ou potenciais, de sistemas, projetos, processos e/ou serviços, antes que estas atinjam o cliente (STAMATIS, 2003). Segundo Puente et al. (2002), o FMEA inicialmente foi utilizado pela Nasa (National Aeronautics and Space Administration) em 1963, e então expandido para a indústria automobilística, onde foi utilizado para quantificar e ordenar possíveis defeitos potenciais no estágio de projeto de produtos, antes de chegarem ao consumidor final, através de sessões de brainstormings que buscam levantar falhas que podem ocorrer.
Ainda segundo Puente et al. (2002), o FMEA basicamente consiste em dois estágios. Durante o primeiro estágio, possíveis modos de falhas de um produto ou processo e seus efeitos prejudiciais são identificados. Durante o segundo estágio, os times de engenheiros que trabalharam com o FMEA determinam o nível crítico (pontuação de risco) destas falhas e as colocam em ordem. A falha mais crítica será a primeira do ranking, e será considerada prioritária para a aplicação de ações de melhoria. Há três fatores utilizados no FMEA que auxiliam na definição de prioridades de falhas. São eles: ocorrência (O), severidade (S) e detecção (D). A ocorrência define a frequência da falha, enquanto a severidade corresponde à gravidade do efeito da falha. A detecção é a habilidade para detectar a falha antes que ela atinja o cliente. Para se avaliar a criticidade das causas de uma possível falha, é utilizado o RPN, sendo composto do produto dos três fatores do FMEA: D, O e S. Tendo obtido o RPN, as causas das falhas são ranqueadas, direcionando a atuação do gestor.
Hollnagel (1998) implementou o método CREAM (Cognitive Reliability and Error Analysis Method), denominado de segunda geração, com o objetivo de identificar as ações humanas que requerem atividades cognitivas importantes, determinando as condições que podem constituir uma fonte de risco. Segundo Hollnagel (1998), o desempenho humano é o resultado do uso vantajoso da competência ajustada para determinadas condições de trabalho, sendo que os modos de controle descrevem o nível de desempenho que os trabalhadores têm em relação à situação descrita. Os modos de controle são determinados por um conjunto de fatores chamados de Condições Comuns de Desempenho (CCD). Esses CCDs descrevem como o desempenho humano é afetado pela adequação da organização, condições de trabalho, adequação das interfaces e sistemas de suporte, disponibilidade dos procedimentos, número de objetivos simultâneos, disponibilidade de tempo, ritmo circadiano (dia e noite), adequação do treinamento, experiência, cooperação da equipe, eficiência da comunicação.
O CREAM é apresentado como um método capaz de fazer dois tipos de análises: retrospectiva (onde se quer descobrir quais foram as causas iniciais do erro) e predição de desempenho (a partir de uma ação inicial definir seus efeitos). Dois termos para a aplicação do método são definidos: a causa deve ser conhecida como genótipo e efeito como fenótipo, estes definem os pontos iniciais e finais. As causas e efeitos entre estes pontos são definidos como antecedentes e consequências, respectivamente. O modelo é baseado na distinção fundamental entre competência e controle, que descreve como o desempenho depende do contexto. Os esquemas de classificação basicamente em grupos que descrevem os fenótipos (modos de erro, efeitos) e os genótipos das ações errôneas, que em seguida refere-se aos genótipos relacionados às pessoas, tecnologia e organização.
Segundo Pacheco Junior (2007), deve ser declarado qual das três bases filosóficas será abordada na pesquisa científica, uma vez que possibilita a tendência lógica de pensamento da investigação e facilita a avaliação do projeto. As três principais bases filosóficas são: positivismo, estruturalismo e dialética. A presente pesquisa tem a base dialética, pois pretende tratar os elementos fundamentais dentro de uma estrutura dinâmica e as interferências ambientais. Quanto ao método de pesquisa, segundo as categorias: dedutivo, intuitivo, descritivo e hipotético-dedutivo, o trabalho aqui proposto enquadra-se no método descritivo pela observação do fenômeno estudado e subsequente descrição, visando possibilitar o conhecimento em relação aos elementos associados aos riscos e seus respectivos relacionamentos com o processo produtivo de biodiesel e seus riscos.
A abordagem geral da pesquisa está classificada como sendo qualitativa, devido a apresentar um perfil de contexto do ambiente da pesquisa e por ter várias fontes de evidencias e destacar a importância da concepção da realidade organizacional. A pesquisa quanto aos objetivos é classificada como exploratória, porque proporciona maior familiaridade com o problema, aprimorando ideias ou a descoberta ou confirmação de intuições. Além disso, este tipo de método tem um planejamento flexível, de modo a considerar os mais variados aspectos relativos ao fato estudado. Segundo Schein (1999) a investigação exploratória é quando o pesquisador começa a levantar o processo por meio do ponto de vista dos envolvidos, explorando: processos emocionais, raciocínio e as ações.
Para o alcance dos objetivos geral e específicos, foi escolhida como perspectiva para o estudo, a pesquisa de campo, caracterizada também como estudo de caso, segundo Yin (2005). Sua escolha se deve ao fato dele se aplicar ao estudo de ambientes empresariais reais, possibilitando a observação de mudanças qualitativas. O estudo de casos múltiplos contemplou 4 plantas produtoras de biodiesel no Brasil. A pesquisa de campo foi realizada através da investigação aprofundada da unidade de análise, preservando as características holísticas e significativas do evento real durante a investigação do fenômeno, como sugere Yin (2005). A fase de pesquisa de campo contemplou, para o levantamento de dados sobre as unidades de análise, as seguintes técnicas: Coleta de documentos ou pesquisa documental: documentos de fontes primárias como os dados compilados, e fontes secundárias como trabalho de campo de outras pessoas, documentos e registros da empresa, etc; Entrevistas semiestruturadas e estruturadas através de email.
Descrição do acidente: Durante a transferência de metanol houve o início de um incêndio. A eletricidade estática foi a provável fonte de ignição. A fábrica estava operando em sua total capacidade quando ocorreu o alastramento de um incêndio dentro do prédio. Os trabalhadores interromperam rapidamente as operações. Os bombeiros foram chamados, houve a contenção fogo após algumas horas.
Consequências: Ninguém ficou ferido. Como resultado, parte da fábrica foi destruída. Houve uma perda total do prédio e dos equipamentos.
Erros/Falhas: Os erros encontrados - a falta de uma ligação à massa dos tanques para evitar cargas estáticas (erro de omissão). Manipulação deficiente durante a transferência de metanol (Erro de comissão). Utilização de tanques metálicos sem o dispositivo de segurança acionado. (Erro de Comissão).
Técnica de prevenção Sugerida: Na análise do evento incêndio, um breve HAZOP (Hazard and Operability Analysis) poderia ter sido executado para o processo. Os resultados do estudo de HAZOP identificaria que uma condição de eletricidade estática poderia conduzir a uma explosão. Este é um evento inicial poderia propagar ou não a uma situação de acidente dependendo da resposta dos sistemas projetados.
Descrição do acidente: Um tanque de armazenamento foi soldado e continha uma quantidade desconhecida de combustível. Houve uma explosão e as chamas rapidamente envolveram o prédio, causando explosões em tanques secundários que continham glicerina.
Consequências: Um trabalhador é vítima de queimaduras de segundo grau e sofreu inalação de grande quantidade de fumaça. O tanque e as salas de caldeira da fábrica foram destruídos.
Erros/Falhas: Os erros encontrados - falta de materiais à prova de fogo (erro de omissão). - Ação de emergência sem treinamento (erro de omissão). Soldagem de um tanque abastecido de combustível (erro de comissão).
Técnica de prevenção Sugerida: No CREAM, Hollnagel definiu um conceito correlato, o de condições comuns de desempenho (CPC – Common Performance Conditions). O autor definiu nove condições para a operação de sistemas críticos: a adequação da organização; as condições de trabalho; adequação da interface homem-sistema e apoio operacional; a disponibilidade de procedimentos; o número de objetivos a serem alcançados simultaneamente; o tempo disponível para o atendimento as metas; o grau de treinamento e experiência e a eficiência na colaboração dos envolvidos.
Descrição do acidente: Nas plantas, existe risco de exposição ocupacional dos funcionários a agentes químicos, tais como: ácidos orgânicos, soda cáustica, álcool metílico, ácido cítrico, ésteres de ácidos graxos e vapores dos mesmos.
Uma batelada de biodiesel estava sendo misturada com a soda cáustica. A soda cáustica foi derrubada fora do local correto.
Consequências: Dois trabalhadores sofreram queimaduras graves e lesões nos braços.
Erros/Falhas: O responsável pela mistura não seguiu o procedimento correto de colocação do material no tanque (erro de comissão). Os trabalhadores que sofreram lesões não estavam utilizando os macacões com mangas compridas recomendados (erro de omissão).
Técnica de prevenção Sugerida: Neste caso, recomenda-se o uso da ATHEANA. Há a falha devido a interação homem-máquina. No campo da higiene do trabalho, a ventilação tem a finalidade de evitar a dispersão de contaminantes no ambiente industrial, bem como diluir concentrações de vapores e promover conforto térmico. Os elementos básicos a serem considerados na avaliação de um risco no uso de uma substância são: toxicidade da substância usada; propriedades físicas da substância; probabilidade de absorção da substância pelo indivíduo; a extensão e a intensidade de exposição a essa substância; e medidas de controle utilizadas. Os agentes químicos podem reagir com a superfície da pele e causar uma irritação primária com efeito visível sobre a pele, no local do contato, como por exemplo: o hidróxido de sódio e outros materiais alcalinos que são solventes de queratina; ácidos inorgânicos causam desidratação da pele, ficando tão sujeita a uma infecção secundária; e os óleos e gorduras são solventes orgânicos, dependendo do tempo de exposição, podem causar uma inflamação severa da pele. Para a identificação dos riscos químicos é necessário fazer um inventário de todas as substâncias químicas e seus efeitos causados pelos principais agentes perigosos utilizados no processo de produção de biodiesel.
Descrição do acidente: O incêndio iniciou em um galpão de armazenamento. Antes que o incêndio fosse extinto o galpão e equipamentos foram destruídos. O fogo foi causado por defeito na parte elétrica do galpão.
Consequências: O galpão e os equipamentos foram totalmente destruídos. Nenhuma pessoa foi ferida.
Erros/Falhas: O galpão onde o incêndio iniciou não seguiu os padrões de construção segura (erro de omissão). O cabeamento elétrico era velho e existia muitas paredes de madeira dentro do galpão (negligência).
Técnica de prevenção Sugerida: O FMEA é um método direcionado para quantificação dos efeitos das possíveis falhas, permitindo à empresa estabelecer prioridades para agir. A utilização do FMEA, aplicado a planta de Biodiesel, constitui um método simples para priorizar as falhas potenciais segundo uma escala de avaliação do seu grau de importância, permitindo quando possível e pertinente, o estabelecimento direto de medidas preventivas ou corretivas. Através da priorização das falhas, os incidentes relacionados a incêndios e explosões são considerados como extremamente severos. Isso acontece porque praticamente todos os efeitos conduzem a violação de regulamentos internos de segurança. Sugere-se assim, realizar uma Análise de Árvore de Falhas (Failure Tree Analysis, FTA) para encontrar a causa fundamental do vazamento do tanque.
Descrição do acidente: O sistema computadorizado foi alimentado com os limites de máximo e mínimo dos parâmetros físicos de pressão de forma errada. Para o processo em batelada os controles das variáveis são: temperatura, pressão e nível. O controle de pressão e temperatura são críticos numa seção de reação e separação de uma planta. O controle de nível dita a carga do reator, operação de dispositivos de separação, e armazenamento do produto para evitar vazamentos, superaquecimentos, explosões. Além disso, alguns equipamentos podem provocar acidentes se não forem utilizados de maneira adequada e com um bom sistema de manutenção como: torno, esmagadora, roçadeira, caldeira. Neste caso, estabeleceu-se valores de limites fora dos padrões o que gerou uma condição de pressão elevada e resultou em uma liberação de material para o ambiente. Para este evento de nível anormal, a consequência foi derramamento do material na área da unidade e, por conseguinte, houve o vazamento no meio aquático.
Consequências: Ocorreu a formação de películas superficiais sobre a água, o que é tóxico para a vida aquática. Afetou o solo e a qualidade do lençol freático. Segundo a Secretaria Municipal do Meio Ambiente, a empresa teria sido responsável pela morte de várias toneladas de peixes. O Ministério Público (MP) também abriu um inquérito civil para apurar o caso. Um laudo apontou que os animais morreram por falta de oxigênio na água.
Erros/Falhas: O operador não informou os dados corretos ao sistema o que ocasionou o aumento de pressão e em seguida o vazamento (erro de comissão).
Técnica de prevenção Sugerida: Após a definição inicial do escopo de análise e do cenário da planta, a ATHEANA procura as combinações das condições da planta e dos fatores formadores do desempenho humano que geram mecanismos de erro aos operadores. Estes mecanismos provocam a ocorrências dos atos inseguros, que em última instância, levam ao evento de falha humana ou à ação insegura que provoca a perda de funcionalidade de um equipamento ou sistema. A ATHEANA mostra-se eficaz na modelagem das interações dos diversos componentes de um sistema digital tais como sensores, atuadores, software (implícito na lógica que comanda algumas tabelas de decisão), variáveis de processo e as ações do operador, sendo elas pré, iniciadoras ou pós iniciadoras de eventos. Através dos implicativos diretos, ela possibilita a visualização dos possíveis estados do sistema. Sua análise dedutiva permite um estudo de falhas eficiente, rastreando as causas de um evento topo dado. Sua análise indutiva pode ser utilizada na mitigação de falhas encontradas na análise dedutiva, bem como para a verificação de especificações do sistema. No âmbito da construção do modelo, técnicas de modularização podem ser desenvolvidas a fim de tornar possível o uso de templates e consequente facilitação no processo de modelagem.
O Biodiesel é feito a partir de óleo vegetal e podem ser usados em motores diesel, quer misturado com combustível diesel convencional ou na forma pura. Ele produz muito menos poluição do ar de combustível diesel convencional ou a gasolina. Não se trata de uma substância tóxica, mas o processo de produção pode ser perigoso se não for julgado como outro processo químico. Materiais perigosos como metanol podem ser derramados e podem gerar explosões e outros acidentes. É importante para a questão de segurança levar em conta a falta de formação dos funcionários em matéria de segurança, e que erros entre homem-máquina podem ocorrer a qualquer instante. Frequentemente, a segurança é omitida devido à simplicidade do processo. Todas as técnicas citadas (e importante aqui frisar, que não são as únicas utilizadas nas indústrias), servem e/ou se adequam melhor a uma determinada situação, no entanto, todas as técnicas podem ser fatores de mitigação de falhas e erros humanos, se aplicadas corretamente.
É altamente recomendável aplicar um FMEA, por exemplo, a fim de melhorar a segurança das instalações, para diminuir o erro humano e para implementar a confiabilidade da análise humana. Também, devido à principal preocupação com acidentes neste tipo de plantas é altamente recomendado aplicar o método ATHEANA a fim de diminuir os erros da Comissão. Os métodos CREAM e HAZOP neste tipo de indústria também são de suma importância por tratarem da cognição humana na operação de equipamentos e máquinas.
As técnicas de gerenciamento de riscos vêm sendo cada vez mais implementadas nas empresas não apenas para cumprir normas, mas principalmente por oferecer melhores condições de trabalho, gerenciamento efetivo dos riscos e redução de custos com paradas provocadas por acidentes e incidentes. As etapas principais para o gerenciamento dos riscos são: Revisão dos riscos de processos; Gerenciamento de modificações; Manutenção e garantia da integridade de sistemas críticos; Procedimentos operacionais documentados e implementados; Capacitação de recursos humanos; Plano de emergência; Auditorias; e melhoria contínua. Os estudos realizados nas Plantas de Biodiesel possibilitaram a identificação dos incidentes mais graves que ocorreram em suas operações. Impactos ambientais também foram identificados como consequência dos erros. Com o estudo foi possível demonstrar que erros e falhas ocorrem comumente quando se utiliza materiais inflamáveis, equipamentos deteriorados e acima de tudo quando o fator humano está envolvido na interação homem-máquina. Esta interação está longe de ser perfeita, mas existem diversas técnicas de prevenção ou mitigação de erros, como apresentadas neste trabalho, disponíveis para a utilização na indústria.
BAPTISTA, P.; FELIZARDO, P.; MENEZES, J. C.; CORREIA, M. J. N. Talanta, 77, 2008.
DABDOUB, M. J.; BRONZEL, J. L.; RAMPIN, M. A. Química Nova,32, 2009.
DORADO, M. P.; BALLESTEROS, E.; ARNAL, J. M.; GÓMEZ, J.; JIMÉNEZ, F. J. L.; Energy Fuels 2003.
DOUGHERTY, E. M. & FRAGOLA, J. R. Human Reliability Analysis: a systems Engineering Approach with Nuclear Power Plant Applications. John Wiley & Sons, New York, 1998.
EMBREY, D. E.; HUMPHREYS, P. C.; ROSA, E. A., KIRWAN, B.; e REA, K. SLIM-MAUD: an Approach to Assessing Human Error Probabilities Using Structured Expert Judgment. Report No. NUREG/CR-3518 (BNLNUREG-51716), Department of Nuclear Energy, Brookhaven National Laboratory, Upton, NY, 1984.
FORESTER, J.; COOPER, S.; LOIS, E. ATHEANA User’s Guide, NUREG- 1880, U.S Nuclear Regulatory Commission, Washington DC, 2007.
HARTEN, B. A&G 2003.
HERRERA, C. G. Grasas y Aceites, 1995.
HOLLNAGEL, E. Cognitive Reliability and Error Analysis Method- CREAM. Oxford, 1998
INTERNATIONAL LABOR ORGANIZATION-ILO. ILO-OSH 2001-Gidelines on occupational safety and health management systems, Geneva, 2001.
KIM, I. S. Human reliability analysis in the man-machine interface design review. Annals of Nuclear Energy, Vol. 28, 2001.
KIRWAN, B. A Guide to Practical Human Reliability Assessment. London: Taylor and Francis, 1994.
KLETZ, T. A. HAZOP and HAZAN. 4rd ed. Inglaterra: Institution of Chemical Engineers (IChemE), 1999.
KNOTHE, G. A&G 2002.
LAPA, R. P. Metodologia de Construção de Sistemas de Gerenciamento de Riscos Ocupacionais. São Paulo, 2006.
M.T. BARRIERE, J; WREATHALL, S.E; COOPER, D.C; BLEY, W.J; LUCKAS, & A. RAMEYSMITH. Multidisciplinary Framework for Human Reliability Analysis with an Application to Errors of Commission and Dependencies, NUREG/CR-6265, Brookhaven National Laboratory, Upton, NY, August 1995.
MA, F.; CLEMENTS, L. D.; HANNA, M. A. Ind. Eng. Chem. Res., 37, 1998.
MIGUEL, P.A.C. Estudo de caso na Engenharia de Produção: estruturação e recomendações para sua condução. Revista Produção. v.17, n.1, jan/abr,2007.
NAKANO, D. Métodos de Pesquisa Adotados na Engenharia de Produção e Gestão de Operações. In: MIGUEL, P. A. C. et al. Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações. Rio de Janeiro: Campus, 2010. cap. 4.
PACHECO JÚNIOR, W.; PEREIRA, V. L. D. V.; PEREIRA FILHO, H. V. Pesquisa Científica se Tropeços: Abordagem Sistêmica. São Paulo: Atlas, 2007.
PUENTE, J.; PINO, R.; PRIORE, P. & LA FUENTE, D. de. A decision support system for applying failure mode and effects analysis. International Journal of Quality & Reliability Management, n.2, v. 19, 2002.
RASMUSSEN, J. The definition of a human error and a taxonomy for technical system design. New Technology and Human Error (pp. 23-30). Mew York, NY: John Wiley & Sons, 1987.
REASON, J. Human Error. Cambridge University Press. New York, 1990.
REASON, J. Managing the Risks of Organizational Accidents. Burlington: Ashgate, 1997.
STAMATIS, D.H. Failure Mode and Effect Analysis: FMEA from theory to execution. Milwaukee, Winsconsin: ASQ Quality Press, second edition, 2003.
SWAIN, A.D. & GUTTMANN, H.E. Handbook of Human Reliability Analysis with Emphasis on Nuclear Power Plant Aplications. Sandia National Laboratories, 1983.
WICKENS, C. D. Information processing, decisionmaking and cognition. In G. Salvendy (Ed.) Handbook of human factors. New York, John Wiley and Sons, 1987.
YIN, R. K. Estudo de Caso: planejamento e métodos. 3. ed. Porto Alegre: Bookman, 2005.
1. Mestre em Engenharia de Produção (UFSM) Universidade Federal de Santa Maria - UFSM. Email: castellanelli@bol.edu