
 HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN
HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN Espacios. Vol. 37 (Nº 22) Año 2016. Pág. 19
Luana MORENO 1; Fernando Henrique LERMEN 2; Gustavo de Souza MATIAS 3; Gabriel Andrian GENTILIN 4; Rubya Vieira de Mello CAMPOS 5
Recibido: 02/04/16 • Aprobado: 03/05/2016
5. Descrição da Empresa Estudada
RESUMO: O perfil dos mercados muda rapidamente e para se manterem competitivas, as empresas tem objetivado aumentar a variedade de produtos, sem que essa variedade prejudique a velocidade e os custos do processo produtivo. Uma das ferramentas do Lean Manufacturing que vem de encontro com essas necessidades é o SMED – Single Minute Exchange Die, traduzido como troca rápida de ferramenta (TRF), pois objetiva diminuir os tempos utilizados em trocas, denominados setups, como trocas de produtos, de embalagens, entre outros. O presente estudo utiliza o Lean Manufacturing por meio da aplicação da ferramenta SMED para reduzir os tempos de setup na linha de empacotamento do café torrado e moído na Unidade de Torrefação de Café da Cooperativa Agroindustrial tendo como objetivo o aumento da produtividade da mesma, por meio da análise das atividades de setup das linhas de envase de café no período de outubro à dezembro de 2015, assim como elaborar proposições de melhoria para estas atividades. Seguindo a metodologia de Shingeo Shingo, foram realizadas melhorias com foco no que se relaciona ao setup além da máquina. Foi possível observar uma melhoria significativa em todos os tipos de setup analisados no envase, aumentando em média 23 mil quilos de café por mês. O estudo mostrou a oportunidade de compreender a relevância do pensamento enxuto, as ferramentas lean geram resultados positivos, como foi possível observar no caso estudado a redução de até 51% nos tempos de setup. |
ABSTRACT: The market profile has been changing quickly and in order to keep the competition the companies have been objectified the increasing of products variety, however not allowing such variety to disturb the speed and the costs of the productive process. To suit the Lean Manufacturing is a great way to correspond the demand for variety once the lean production tools helps on the waste reduction of the productive system ensuring faster responses to the demand changes or to the products mix. One of the Lean tools that match those needs, called SMED – Single Minute Exchange Die, aiming to decrease the exchange elapsed time, called setup, such as product exchange, packing, among others. The current study uses the lean thoughts by the SMED tool application in order to reduce the setup times in Agribusiness Cooperative Coffee-Roasting Department packing line aiming the productivity raise by analyzing the setup's activities in the coffee filling line in the period of October to December 2015 and elaborate improvement proposals to these activities. Following the Shingeo Shingo's Methods, it had been accomplished improvements aiming the setup beyond the machine. It had been possible to observe the improvement in all filling setup analysis, increasing the average of 23 thousands kg of coffee/month. The current study offers the opportunity to understand the lean thoughts relevance, the lean tools provides positive results as it can be observed in the studied case the setup reduction time was 51 %. |
O perfil dos mercados muda rapidamente devido a globalização, o desenvolvimento tecnológico e da maior exigência dos consumidores no que se refere a variedade de opções e custo benefício. Deste modo para atender tal demanda e se manter competitivas, as empresas procuram cada vez mais, aumentar a variedade de produtos. No entanto sem permitir que essa variedade prejudique a velocidade de produção e os custos do processo produtivo.
A indústria de café torrado e moído se enquadra nessa situação, pois de acordo com a Associação Brasileira da Indústria de Café - ABIC (2014) os consumidores passaram a experimentar diferentes cafés e valorizar produtos com melhor qualidade, certificados e sustentáveis, além disso, no Brasil a evolução do consumo de café se manteve crescente, como pode ser observado através da Figura 1.
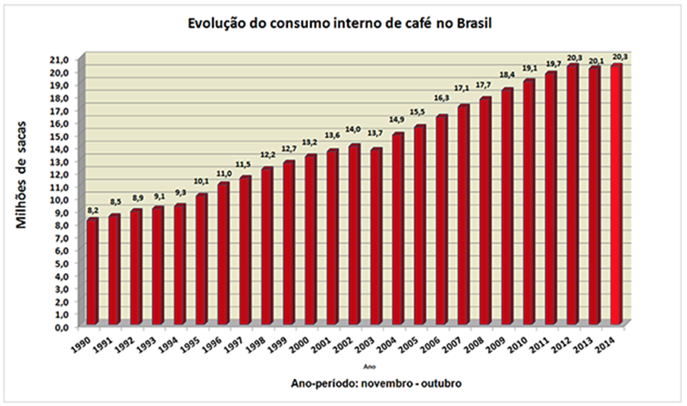
Figura 1. Evolução do consumo de café no Brasil. Fonte: Associação Brasileira da Indústria de Café (2014).
Ao analisar a Figura 1, é possível perceber que do ano de 1990 até o ano de 2014 o consumo do café cresceu gradualmente na média de 500 mil sacas por ano e estima-se consumir 21 milhões de sacas em 2015, crescimento impulsionado justamente pelo aumento da variedade e qualidade do café (ABIC, 2014).
Adequar-se ao Lean Manufacturing pode ser um ótimo caminho para atender a demanda por variedade uma vez que as ferramentas da produção enxuta, auxiliam na redução dos desperdícios do sistema produtivo garantindo respostas mais rápidas às mudanças de demanda ou de mix de produtos. Uma das ferramentas Lean que vem de encontro com essas necessidades é o SMED – Single Minute Exchange Die, traduzido como troca rápida de ferramenta (TRF) pois objetiva diminuir os tempos utilizados em trocas, denominados setups, como trocas de produtos, de embalagens, entre outros.
O presente estudo buscou utilizar o Lean Manufaturing por meio da aplicação da ferramenta SMED para reduzir os tempos de setup nas linhas de empacotamento do café torrado e moído do Departamento de Torrefação de Café da Cooperativa Agroindustrial, tendo como objetivo o aumento da produtividade das mesmas, por meio da análise das atividades de setup do setor no período de outubro à dezembro de 2015, assim como elaborar proposições de melhoria para estas atividades.
As atividades de setup de produto, embalagem e formato que ocorrem no setor de envase de café moído e torrado são responsáveis por cerca de 13% dos tempos de parada mensal. Entre os meses de abril a setembro de 2015 a máquina de envase de café à vácuo ficou parada para setup em média 1.341 minutos por mês, esse valor em produção, considerando pacotes de 500g, equivale a 22.797 unidades de pacotes de café, deixando evidente a relevância deste estudo para o aumento da produtividade da linha de envase.
Esta pesquisa se enquadra na área de Engenharia de Processos e Operações da Produção, que de acordo com a Associação Brasileira de Engenharia de Produção - ABEPRO (2008) abrange projetos, operações e melhorias dos sistemas que criam e entregam os produtos (bens ou serviços) primários da empresa, na subárea de Engenharia de Métodos com foco no estudo de tempos e métodos de setup em uma indústria do setor de alimentos e bebidas.
O artigo está estruturado em sete seções, no qual na primeira seção se encontra a Introdução, em que são apresentados o objetivo e uma breve apresentação do tema. Na segunda seção apresenta-se o Referencial Teórico, em que se discute as definições de Lean Manufacturing e da ferramenta SMED, na terceira seção é apresentada a Metodologia dos materiais e métodos utilizados, na quarta seção está apresentada a Revisão de Literatura na qual se apresentou os trabalhos que ponderaram os temas relacionados à este, na quinta seção descreve-se a empresa estudada, na sexta seção é relatado e discutido os resultados e, por fim na sétima seção foram discorridas as Considerações Finais.
O Lean Manufacturing também conhecido como Sistema de Produção Enxuta ou Sistema Toyota de Produção (STP) teve origem no Japão após a segunda Guerra Mundial. Impulsionados pela escassez de recursos, baixa competitividade da indústria japonesa, baixa qualificação de mão de obra, pequenos volumes de produção e necessidade de grande variedade de modelos a família Toyoda e o principal engenheiro de produção da Toyota, Taiichi Ohno perceberam a necessidade do desenvolvimento de um novo sistema de produção que unisse as vantagens da produção artesanal e da produção em massa de Ford (Womack, Jones & Ross, 2004).
O pensamento enxuto é uma forma de especificar valor, alinhar na melhor sequência as ações que criam valor, realizar essas atividades sem interrupção toda vez que alguém as solicita e realizá-las de forma cada vez mais eficaz. Em suma, o pensamento enxuto é enxuto porque é uma forma de fazer cada vez mais com cada vez menos – menos esforço humano, menos equipamento, menos tempo e menos espaço – e, ao mesmo tempo, aproximar-se cada vez mais de oferecer aos clientes exatamente o que eles desejam (Womack & Jones, 2004, p. 3).
Womack, Jones e Ross (2004) ressaltam que o STP é um modelo de gestão baseado na eliminação de desperdícios através de um conjunto de ferramentas desenvolvidas desde a criação da Toyota, sendo considerado desperdício qualquer atividade humana que absorva recurso e não crie valor. O Quadro 1 mostra os sete tipos de desperdícios que podem ocorrer no sistema produtivo.
Quadro 1. Classificação dos desperdícios do sistema produtivo.
Classificação |
Descrição |
Superprodução |
Produzir mais do que o necessário, geralmente para compensar defeitos de fabricação nos lotes, ou antes de que seja necessário; gera estoques e transportes de materiais; |
Inventário |
Independentemente de ser matéria prima, em processo ou produto acabado gera custos com armazenamento, acoberta defeitos de fabricação e gera desperdício de produtos acabados; |
Produtos defeituosos |
Geram gastos de tempo e capital em reprocessamento ou até mesmo o descarte de produtos, podendo até gerar perda de clientes por insatisfação; |
Transporte |
Deslocamento desnecessário de informações, materiais, peças e suprimentos que geralmente são movidos várias vezes antes de encontrar um local definitivo; |
Super processamento |
Incorrem em gastos a mais do que o necessário para processar um produto (ex: dar acabamento superior ao necessário em uma superfície, uso de ferramentas incorretas); |
Espera |
Seja do operador enquanto a máquina trabalha, por matéria prima ou por ferramentas; |
Movimentação |
Alto tempo gasto em movimentação seja de pessoas ou do produto durante o processo produtivo, geralmente causado por um sistema de produção inadequado às características da produção e problemas de layout. |
Fonte: Adaptado de Andere (2012).
O funcionamento do pensamento enxuto se inicia pela percepção de definição de valor. Valor é precisamente o que o cliente deseja ou precisa, é aquilo que o cliente percebe e está disposto a pagar. Valor é agregado ao produto geralmente nas operações que geram transformação ao mesmo. "Oferecer o bem ou serviço errado da forma certa é desperdício" (Womack & Jones, 2004, p. 8).
Pincerato (2014) relata que após a definição precisa de valor sob a perspectiva do cliente é necessário mapear o processo produtivo de maneira a identificar o fluxo de valor, ou seja, todas as ações realmente necessárias ao processo, eliminando as ações que geram desperdício. Além disso, é relevante a importância de se trabalhar com fluxo contínuo, diminuindo lotes até o fluxo ideal de uma peça, garantindo a otimização da utilização de material e de informações no sentido de reduzir o lead time e interrupções no processo.
Outra característica importante da mentalidade enxuta é a produção puxada que consiste em produzir somente o que é necessário no momento em que for necessário. Este método de produção permite diminuir o acúmulo de estoque de matéria prima, de produtos em processo e de produto acabado. Após atingir o fluxo contínuo do processo, diminuir estoques e formar uma sólida equipe de trabalho, o lead time e o tempo de resposta às necessidades do cliente são reduzidos. Desse modo, aumenta a confiabilidade do processo e do cliente, resultando em pedidos mais estáveis pois o cliente sabe que receberá o produto com eficiência (Womack & Jones, 2004).
Por fim, Moreira (2011) afirma que após implementar a definição de valor, o fluxo de valor, o fluxo contínuo e a produção puxada são percebidos o aumento na produtividade e a queda nos custos e ao intensificar a aplicação destes quatro pilares surgem novos desperdícios e novos obstáculos ao fluxo de valor, de modo que a melhoria contínua é de suma relevância. É um processo contínuo de aumento de eficiência e eficácia em busca da perfeição.
O STP utiliza diversas ferramentas como Kanban, Just in time, Poka Yoke, SMED, 5S, Kaizen, entre outras. No entanto para o desenvolvimento deste trabalho utilizou-se o SMED - Single Minute Exchange Die.
O SMED é uma técnica elaborada pela Toyota em conjunto com o consultor japonês Shingeo Shingo para dar suporte ao Sistema Toyota de Produção, podendo ser definido como um sistema de redução de tempo de setup de máquinas.
Segundo Mota (2007), SMED é um dos mais diferentes métodos da Produção Enxuta para reduzir desperdícios da produção, permitindo alterações de um produto de determinada linha de produção de maneira rápida e eficiente. Ainda segundo Mota (2007), tal conceito surgiu nos finais da década de 50, quando o Engenheiro da Toyota Shigeo Shingo, tentava calcular a quantidade ideal de produtos que cada lote deveria ter de maneira a reduzir os custos.
De acordo com Pereira (2008), a metodologia SMED é a redução sistemática dos tempos de setup, fazendo que ela siga o caminho contrário ao Kanban, que é a fabricação de pequenos lotes, e tem como característica a realização de um maior número de setups. Fazendo com que as duas metodologias acabem se completando, atendendo ao mercado com uma série de vantagens como: velocidade, qualidade, variedade e custos.
Os benefícios da aplicação da metodologia SMED, podem ser vistos com a possibilidade de redução do tamanho do lote pela redução do tempo de setup, fazendo com que as empresas consigam se adaptar rapidamente as variações da demanda, como consequência, reduzindo assim os níveis de estoque, além de envolver e motivar os colaboradores, uma vez que os mesmos serão responsáveis pela implementação do SMED (Rocha & Silva, 2010, apud Modem, 1983).
Shingo (2000) relata que o método deve ser aplicado em estágios, sendo eles apresentados pela Figura 2 mostrando o funcionamento de cada um dos estágios da metodologia SMED.

Figura 2. Esquema dos vários estágios da metodologia SMED. Fonte: Mota (2007).
No estágio inicial, é realizado a avaliação dos tempos executados pela empresa, sendo necessário que sejam identificados através de cronometragens, os tempos gastos em cada fase do setup (Pereira, 2008). Dave & Sohani (2012) complementam que além de cronômetro é interessante também a utilização de gravações de todos os setups.
Nesta etapa, é necessário classificar as operações em internas e externas. Operações internas são aquelas que só podem ser realizadas com a máquina parada, enquanto que operações externas podem e devem ser realizadas com a máquina em funcionamento. Com a realização de tal alteração, o tempo de realização de setup é reduzido aproximadamente 30% (Mota, 2007).
Para Pereira (2008), nessa etapa procura-se transformar os setups considerados internos em externos, com isso é necessário que o colaborador procure padronizar as ferramentas para realizar o máximo de tarefas possíveis.
Contudo, o ganho obtido apenas da avaliação do setup e separação de seus componentes externos e internos, são insuficientes para atingir o objetivo do SMED (setup abaixo de 10 minutos) (Shingo, 2000).
Segundo explica Mota (2007), esse estágio tem como objetivo a diminuição do tempo das operações externas, de modo a desenvolver soluções para realizar as diversas atividades de maneira mais fácil, rápida e segura.
Nesta etapa, a busca da melhoria não está focada apenas na máquina, mas sim em tudo que está relacionado a ela, como a melhoria na estocagem e transporte de insumos, eliminação de ajustes e implementação de operações em paralelo (Pereira, 2008).
O presente trabalho fez uso do método de abordagem qualitativa, uma vez que foi aplicada a metodologia de Shingo (2000) para a redução dos tempos de setup. No que se refere ao tipo de pesquisa, quanto aos fins classifica-se como exploratória e descritiva, pois as atividades realizadas na empresa foram descritas e exploradas visando melhorias. Quanto aos meios, classifica-se como bibliográfica e estudo de caso, respectivamente por ser realizada pesquisas em livros, artigos e teses, pelo pesquisador estar inserido no ambiente pesquisado e por apresentar o caso de uma indústria de café torrado e moído.
Por fim a técnica de pesquisa utilizada na coleta de dados foi a observação direta intensiva, pois o pesquisador observou in loco, realizou entrevistas abertas e semiestruturadas com os colaboradores assim como cronometrou as atividades de acordo com a metodologia de Lidório (2008). Tais dados foram organizados de forma resumida e apresentados de forma tabular permitindo sua análise qualitativamente.
Nesta seção a pesquisa procurou focar em trabalhos com objetivo na redução dos tempos de setup em indústrias. A busca por esses trabalhos se deu em anais de eventos nacionais, revistas renomadas da Engenharia de Produção, teses e dissertações e o período dos trabalhos pesquisados foi de 2010 à 2016.
Pacheco, Duarte e Cabral (2015) desenvolveram um estudo sobre o impacto da redução do tempo de setup em uma máquina de solda por fricção em uma indústria de autopeças. Os dados foram coletados por meio de filmagens, coleta de informações com os colaboradores, testes de capabilidade e eficiência de máquina, além disso aplicaram a técnica de troca rápida de ferramentas seguindo a metodologia de Shingeo Shingo. Deste modo foi possível reduzir o tempo de setup em 72%, melhorando diretamente o tempo de atravessamento da peça na célula de produção da solda de fricção, o tempo de parada por problemas ocorridos durante o setup, além de aumentar a capacidade produtiva.
Rangel, Freitas, Assis e Rêgo (2010) buscaram aumentar a eficiência da produção em uma empresa do setor de bebidas a partir da metodologia desenvolvida por Shingo, que visa reduzir o tempo de setup. De forma geral, a utilização da metodologia permitiu além da redução do tempo de setup em aproximadamente 30%, a redução dos erros que ocorriam devido à má execução da mesma, reduzindo assim o nível de desperdício e os custos associados a estes. Também foi reduzido o tempo de parada da produção para correção dos erros ocorridos no setup, aumentando assim a capacidade produtiva da empresa.
Cas, Silva, Luz e Pacheco (2015) objetivaram a redução dos tempos de setup na linha de envase de uma indústria farmacêutica. Inicialmente identificaram na literatura as boas práticas e metodologias, em seguida analisaram os relatórios da empresa para definir o recurso crítico para fazer a melhoria e analisaram os resultados obtidos. Os principais resultados da pesquisa foram a eliminação de atividades que não agregam valor ao processo e melhoria na utilização de ativos, proporcionando à linha uma resposta mais rápida às frequentes mudanças de planejamento dos pedidos de clientes. Além disso, a redução de movimentação de pessoas nos corredores contribuiu para a redução da contaminação entre as áreas.
Guedes (2009) analisou o processo produtivo e desenvolveu ações corretivas capazes de eliminar a principal causa do baixo nível de atendimento (NA) da linha de envase mais crítica da fábrica Rio São Francisco da Natura. A análise de dados sobre a eficiência geral de equipamentos de todas as linhas da fábrica mostrou que o tempo de setup de uma das linhas consistia no maior responsável pelos baixos valores de NA aos pedidos. Desse modo, este trabalho contou com a aplicação da metodologia SMED, aliada a outras técnicas e ferramentas pertencentes ao rol de disciplinas do curso de Engenharia de Produção. Os resultados do estudo mostraram uma redução de 40% a 60% do tempo de setup da linha estudada, de acordo com o tipo de setup, o que pode representar um aumento de produção de até 411.372 unidades de colônias por ano, considerando um cenário otimista.
De acordo com informações retiradas do site da empresa, a Cooperativa Agroindustrial nasceu da associação de 79 agricultores que subscreveram a ata de fundação e um capital de Cr$ 37.540,00 com sede em um escritório de 50 m2. Com o passar dos anos, a Cooperative cresceu e se desenvolveu assim como os seus cooperados. Entrepostos foram criados em diversos municípios. Hoje, eles existem em 63 municípios, nos estados do Paraná, Santa Catarina e Mato Grosso do Sul. No Brasil e na América Latina, a Cooperativa Agroindustrial é a maior cooperativa agrícola e uma das maiores empresas do país.
Atualmente a cooperativa possui 27.398 cooperados, 6.727 funcionários efetivos e média mensal de 1.597 colaboradores (temporários e terceirizados). Mais de 120 mil pessoas recebem benefícios diretos do cooperativismo promovido pela Cooperativa (cooperados, funcionários e familiares) (Coamo, 2015).
O parque Industrial da Cooperativa é composto por duas indústrias de esmagamento de soja, cujas capacidades de produção somadas é de 5 mil toneladas/dia; uma refinaria de óleo de soja com capacidade de 660 toneladas/dia; uma fábrica de gordura hidrogenada com capacidade de 200 toneladas/dia; uma indústria de margarina com capacidade para 180 toneladas/dia; duas fábricas de fiação de algodão com capacidade para 30 toneladas de fio/dia; uma torrefação e moagem de café com capacidade para 15 toneladas/dia e um moinho de trigo com capacidade para 500 toneladas/dia (Coamo, 2015).
A área em que o estudo de caso foi direcionado corresponde a uma unidade de produção de café torrado, moído e envasado, na cidade de Campo Mourão localizada no estado do Paraná.
De acordo com Marques (2015) a unidade industrial deste estudo refere-se a um ramo industrializado e é responsável pela moagem e torrefação de café, sendo a matéria-prima proveniente de vários estados do território brasileiro. O envase do café é realizado através de duas linhas, em uma linha café é embalado à vácuo enquanto na outra linha é realizada a embalagem tradicional, denominado almofada. Sua capacidade de envase é estimada em 320 toneladas por mês, contemplando várias marcas, distribuídas e comercializadas em diversos estados do país. Apresenta em seu quadro, atualmente, 23 colaboradores diretos e possui máquinas de altíssimo grau tecnológico, que possibilitam garantia e qualidade dos produtos ofertados, além de capacitar seu quadro de colaboradores anualmente, com treinamentos, palestras e atividades integradoras.
No departamento da torrefação de café, o controle e responsabilidade da gestão dos processos e da produção é destinada ao chefe de departamento. Já os controles de atendimento às ordens de produção e manutenção, cabe ao encarregado, que possui dois assistentes para auxiliá-lo. Também é função dos assistentes o controle de planilhas internas do processo, assim como coordenação das atividades nos três principais setores da unidade: torra, envase e encaixotamento de café. Os operadores são responsáveis pela operação das máquinas dos setores, e possuem ajudantes capacitados para colaborar com os planos de lubrificação e ajustes de peças nas máquinas e também com a limpeza do setor.
Inicialmente foram observadas as atividades de setup. Nesta observação inicial foi possível perceber que as atividades de setup não eram realizadas sempre da mesma maneira, o modo e a ordem dos procedimentos realizados variava de acordo com o colaborador que os realizava. Não é possível considerar que haja falta de treinamento, uma vez que em alguns setups os procedimentos eram realizados de maneira otimizada, ou seja, o colaborador antecipava tarefas que poderiam ser realizadas com a máquina em funcionamento de modo que a produção ficava parada o menor tempo possível.
Em uma segunda etapa de observação foram cronometrados trinta vezes os tempos de setup possibilitando a elaboração do Quadro 2 a partir da média dos dados coletados. A cronometragem foi realizada seguindo a metodologia de Lidório (2008), pois os principais elementos das operações de setup foram divididos e analisados detidamente. O autor também afirma que a quantidade de observações a serem cronometradas depende do tipo de produção, no caso estudado por se tratar de produção em série utilizou-se a cronometragem de 20 a 30 observações.
Quadro 2. Média dos tempos de setup.
Setup |
Tempo (min) |
Setup Produto Vácuo |
16,73 |
Setup Produto Almofada |
30,20 |
Setup Embalagem Vácuo |
4,56 |
Setup Embalagem Almofada |
9,37 |
Nota: Média de 30 observações.
Através da Figura 3 afere-se que os tempos de parada para setup de produto na máquina de empacotamento de café almofada tem uma amplitude de variação 350% maior do que na de empacotamento de café à vácuo. As flutuações dos tempos de setup ocorrem devido diversos fatores tais como falhas nos equipamentos, como embuchamento da rosca; atraso na liberação da produção que é realizada pelo encarregado ou chefe de departamento e muitas vezes estão ocupados; e principalmente por fator humano, a experiência do colaborador, o ritmo de trabalho do mesmo, o comprometimento e atenção para com a tarefa que está sendo realizada.

Figura 3. Distribuição normal dos tempos de setup de produto.
No que diz respeito aos tempos de setup de embalagem a Figura 4 mostra uma amplitude de variação menor na troca de bobina da embalagem à vácuo, enquanto que na embalagem almofada essa variação é significativamente maior. Essa diferença ocorre devido aos ajustes realizados na máquina de envase tradicional serem mais demorados, menos padronizados e menos automatizados. Por exemplo, na máquina de empacotamento a vácuo não é necessário ajustar a correia de arrasto da embalagem, enquanto que esse ajuste é realizado a cada troca de bobina na máquina de empacotamento almofada.
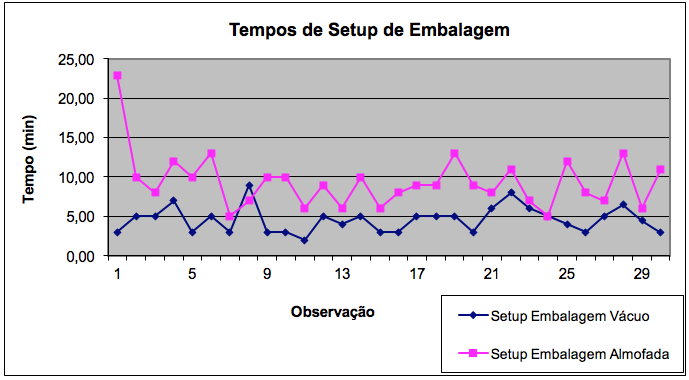
Figura 4. Distribuição normal dos tempos de setup de embalagem.
Nesta etapa foi utilizada o Quadro 3 para elaborar uma descrição padronizada e classificar as operações como externas ou internas.
Quadro 3. Folha de análise de troca de ferramentas. Fonte: Pincerato (2014).

A partir da observação das atividades de setup da sala de envase foi possível elaborar os Quadros 4, 5, 6 e 7 com a descrição destas atividades e a classificação proposta para as operações realizadas.
Quadro 4. Classificação das operações de setup de embalagem almofada.

Quadro 5. Classificação das operações de setup de embalagem à vácuo.

Quadro 6. Classificação das operações de setup de produto da máquina almofada.
Classificação Proposta |
|||
Sequência |
Elemento de Trabalho |
Interna |
Externa |
1 |
Limpeza da rosca |
X |
|
2 |
Liberação da produção |
X |
|
3 |
Troca de container |
|
X |
4 |
Finalizar fardo iniciado |
X |
|
5 |
Buscar bobina de embalagem |
|
X |
6 |
Colocar bobina no carrinho |
|
X |
7 |
Trazer bobina para sala de envase |
|
X |
8 |
Tirar a embalagem da bobina e anotar a etiqueta |
|
X |
9 |
Tirar bobina usada |
X |
|
10 |
Colocar bobina nova |
X |
|
11 |
Pegar equipamento para emendar |
|
X |
12 |
Fazer emenda |
X |
|
13 |
Andar até a prateleira |
|
X |
14 |
Pegar bobina de enfardamento |
|
X |
15 |
Tirar a embalagem da bobina e anotar a etiqueta | X |
|
16 |
Tirar bobina usada | X |
|
17 |
Colocar bobina nova | X |
|
18 |
Pegar equipamento para emendar | X |
|
19 |
Fazer emenda | X |
|
20 |
Puxar fardo até emenda e cortar | X |
|
21 |
Ligar máquina | X |
|
22 |
Pré-aquecimento da máquina | X |
|
23 |
Ajustar datador | X |
|
24 |
Preencher planilhas | X |
|
25 |
Liberar embalagem | X |
|
26 |
Ajustar embalagem | X |
|
27 |
Ligar máquina | X |
|
Quadro 7. Classificação das operações de setup de produto da máquina à vácuo.
Classificação Proposta |
|||
Sequência |
Elemento de Trabalho |
Interna |
Externa |
1 |
Limpeza da rosca |
X |
|
2 |
Liberação da produção |
X |
|
3 |
Troca de container |
|
X |
4 |
Buscar bobina de embalagem |
|
X |
5 |
Colocar bobina no carrinho |
|
X |
6 |
Trazer bobina para sala de envase |
|
X |
7 |
Tirar a embalagem da bobina e anotar a etiqueta |
|
X |
8 |
Tirar bobina usada |
X |
|
9 |
Colocar bobina nova |
X |
|
10 |
Pegar equipamento para emendar |
|
X |
11 |
Fazer emenda |
X |
|
12 |
Ajustar datador |
X |
|
13 |
Preencher planilhas |
|
X |
14 |
Liberar embalagem |
X |
|
15 |
Ligar máquina |
X |
|
16 |
Ajustar embalagem |
|
X |
Através da simples conversão das operações internas em externa, através do treinamento dos colaboradores, ocorre uma redução dos tempos de setup como podem ser observados no Quadro 8.
Quadro 8. Média dos tempos de setup.
Setup |
Melhoria Obtida (%) |
Melhoria Obtida (unidades)* |
Setup Produto Vácuo |
43,5 |
123 |
Setup Produto Almofada |
42,0 |
532 |
Setup Embalagem Vácuo |
51,8 |
40 |
Setup Embalagem Almofada |
8,3 |
32 |
Nota: *Considerando os dados do Quadro 2 como tempo padrão;
produtividade linha à vácuo = 17 pacotes/min;
produtividade da linha almofada = 42 pacotes/min.
É possível observar uma melhoria significativa em todos os tipos de setup analisados. Considerando que o setup de embalagem é realizado cerca de dez vezes ao dia em cada uma das máquinas, ao fim do mês teremos produzidos a mais cerca de 9.200 pacotes de café à vácuo e 7.360 pacotes almofada de café. Quanto ao setup de produto, realizado cerca de duas vezes ao dia é estimado um acréscimo de 5.658 e 24.472 pacotes à vácuo e almofada respectivamente. Conclui-se que é possível envasar em média 23 mil quilos de café a mais do que costumava ser envasado.
Como já descrito anteriormente, os operadores têm conhecimento de quais operações podem ser realizadas interna e externamente no entanto nem sempre as realizam dessa maneira. Para conscientizá-los da importância da redução dos tempos de setup é proposto a realização da apresentação dos dados coletados neste estudo aos mesmos, pois quando é pensado em 1 ou 2 minutos parados de produção individualmente parece irrelevante, porém por se tratar de atividades que ocorrem diversas vezes ao mês, é gerado um valor significativo quando somados ao fim da produção mensal.
Diversas ferramentas são utilizadas para operações de ajuste e limpeza das máquinas, as quais são armazenadas em uma caixa de ferramentas, e cada vez que algum instrumento é necessário, alguns minutos são desperdiçados na procura do mesmo.
Para melhor organização e mais rápida visualização das ferramentas, passaram a ser organizadas em um painel de modo semelhante à Figura 5. Sendo assim, as ferramentas utilizadas na sala de envase foram listadas, apresentando suas dimensões, permitindo assim dimensionar o painel ideal para a situação e a quantidade de suportes necessária para a melhor alocação destas. Ao organizar as ferramentas em um painel, o objetivo é reduzir o tempo de troca de instrumentação em caso de ajustes e manutenções das máquinas, o que consequentemente também reduz o tempo de parada, aumentando o tempo disponível para produção da mesma.
Figura 5. Painel de Ferramentas.
Nota: Figura meramente ilustrativa.
Outra melhoria que pode facilmente ser implementada é o treinamento dos ajudantes de produção no que diz respeito aos ajustes, uma vez que o painel de controle das máquinas fica de um lado e os mecanismos de adequação de bobina ficam do outro lado. O operador perde muito tempo com esse deslocamento para ambos os lados, para reduzir o tempo desta atividade o ajudante deve manipular os mecanismos de ajuste enquanto o operador fica ao lado do painel de controle para testar se a alteração realizada foi satisfatória.
Com o estudo, foi possível compreender a relevância do Lean Manufacturing, mesmo que não aplicado integralmente em uma organização as ferramentas lean geram resultados positivos, como foi possível observar no caso estudado a redução de até 51% nos tempos de setup. No contexto de mercado atual em que objetiva-se variedade e qualidade de produtos e serviços, a utilização da metodologia SMED de Shingeo Shingo tem trazido vantagens, uma vez que a redução do desperdício de tempo de setup gera automaticamente crescimento na produção, redução de defeitos nos produtos, redução de custos com retrabalho e maior velocidade das operações,culminando em uma maior lucratividade para a organização.
O objetivo do estudo foi atingido, ou seja, foi possível diminuir o tempo de setup da linha de empacotamento do café moído e torrado através da metodologia SMED. Os tempos de setup de produto vácuo, produto almofada, embalagem vácuo e embalagem almofada passaram a ser em média 9,45 minutos, 17,51 minutos, 2,19 minutos e 8,59 minutos respectivamente.Para futuros estudos sugere-se a elaboração de um projeto para implantação do Sistema Enxuto de Produção.
Foi possível também perceber, que alguns conceitos lean já são utilizados pela empresa como o 5S, reduzindo as barreiras de implantação uma vez que os colaboradores já têm conhecimento sobre a importância da redução de desperdícios.
ANDERE, G. (2012); Implantação de técnicas de redução do tempo de setup e de sustentabilidade das melhorias obtidas: um caso de aplicação. Monografia, Graduação em Engenharia de Produção Mecânica, Escola de Engenharia de São Carlos da Universidade de São Paulo, São Carlos, SP, Brasil.
ASSOCIAÇÃO BRASILEIRA DE INDÚSTRIA DE CAFÉ. (2014); Indicadores da indústria de café no Brasil. Rio de Janeiro - Brasil.
ASSOCIAÇÃO BRASILEIRA DE ENGENHARIA DE PRODUÇÃO. (2008); Áreas e Subáreas da Engenharia de Produção. Rio de Janeiro – Brasil.
CAS, F; SILVA, M. G; LUZ, D. F; PACHECO, D. A. J. (2015); Implicações da redução de setup na produtividade da indústria farmacêutica. GEINTEC – Gestão, Inovação e Tecnologias, v. 5, n. 1.
COAMO COOPERATIVA AGROINDUSTRIAL. (2015); Institucional. Campo Mourão - Brasil.
DAVE, Y; SOHANI, N. (2012); Single Minute Exchange of Die: Literature Review. International Journal of Lean Thinking, v. 3, i. 2.
GUEDES, M. T. (2009); Redução do tempo de setup de linha de envase em uma indústria de cosméticos. Monografia, Graduação em Engenharia de Produção, Escola Politécnica da Universidade de São Paulo, São Paulo, SP, Brasil.
LIDÓRIO, C. F. (2008); Tecnologia da Confecção. [Apostila do Curso Técnico de Moda e Estilismo - Módulo 1]. Araranguá: Centro de Educação Tecnológica de Santa Catarina.
MARQUES, G. H. (2015); Implementação de OEE em uma unidade de torrefação e moagem de café. Relatório final de estágio curricular supervisionado, Bacharelado em Administração, Faculdade Integrado de Campo Mourão, Campo Mourão, Paraná, Brasil.
MOREIRA, S. P. S. (2011); Aplicação das ferramentas Lean – Caso de Estudo. Dissertação de Mestrado, Mestrado em Engenharia Mecânica, Instituto Superior de Engenharia de Lisboa, Lisboa, Portugal.
Mota, P. M. P. (2007); Estudo e implementação da metodologia SMED e o seu impacto numa linha de produção. Dissertação de Mestrado, Mestrado em Engenharia Mecânica, Instituto Superior Técnico da Universidade Técnica de Lisboa, Lisboa, Portugal.
PACHECO, D. A. J; DUARTE, M; CABRAL, F. (2015); Análise da estratégia redução de setup na indústria automotiva. Gestão Contemporânea, v. 5, n. 2.
PEREIRA, M. A. (2008); Estudo de caso da metodologia SMED: Questões Operacionais para implantação em tornos CNC. Anais do Encontro Nacional de Engenharia de Produção, Rio de Janeiro, Rio de Janeiro, Brasil, 28.
PINCERATO, N. F. (2014); Treinamento Lean Manufacturing – "Compartilhando conhecimento para um alto desempenho". [Apostila do Treinamento de Lean Manufacturing]. São Paulo: RL & Associados.
RANGEL, D. A; FREITAS, L. M; ASSIS, O. R; RÊGO, T. P. (2010); Aumento da eficiência produtiva através da redução do tempo de setup: aplicando a troca rápida de ferramentas em uma empresa do setor de bebidas. Anais do Encontro Nacional de Engenharia de Produção, São Carlos, São Paulo, Brasil, 30.
ROCHA, R. G; SILVA, M. G. (2010); Troca rápida de ferramentas: Estudo e implementação dos princípios em uma máquina operatriz semiautomática. Anais do Encontro Nacional de Engenharia de Produção, São Carlos, São Paulo, Brasil, 30.
SHINGO, S. (2000). Sistema de troca rápida de ferramenta: uma revolução nos sistemas produtivos. (E. Schaan & C. Schumacher, Trad.). Porto Alegre: Bookman.
WOMACK, J. P; JONES, D. F. (2004); A mentalidade enxuta nas empresas: elimine o desperdício e crie riqueza. (6a ed.). (A. B. Rodrigues & P. M. Celeste, Trad.). Rio de Janeiro: Elsevier. (Obra original publicada em 1996).
WOMACK, J. P; JONES, D. F; ROSS, D. (2004); A máquina que mudou o mundo: baseado no estudo do Massachusetts Institute os Technology sobre o futuro do automóvel. (10a ed.). (I. Korytowski, Trad.). Rio de Janeiro: Elsevier. (Obra original publicada em 1990).
1. Universidade Estadual do Paraná (UNESPAR), Campo Mourão – Paraná – Brasil luanamorenoeng@gmail.com
2. Universidade Federal do Rio Grande do Sul (UFRGS), Porto Alegre – Rio Grande do Sul – Brasil fernando-lermen@hotmail.com
3. Universidade Estadual de Maringá (UEM), Maringá – Paraná – Brasil gusmatias@gmail.com
4. Universidade Estadual do Paraná (UNESPAR), Campo Mourão – Paraná – Brasil gabriel_gentilin@hotmail.com
5. Faculdade Integrado de Campo Mourão (INTEGRADO), Campo Mourão – Paraná – Brasil rubyadmc@hotmail.com