
 HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN
HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN Espacios. Vol. 37 (Nº 02) Año 2016. Pág. 9
Carla Canha PAZ 1; Augusto SANDES 2; Isaac Diniz OLIVEIRA 3; Enio FERNANDES 4; Caio Flavio STETTINER 5
Recibido: 28/08/15 • Aprobado: 12/09/2015
2. Apresentação da situação problema
RESUMO: Este artigo apresenta um estudo de caso da aplicação do Benchmarking na área de gestão de armazenagem e movimentação de materiais em uma linha de produção de equipamentos da linha amarela, visando a melhoria dos índices de eficiência e de inventário da empresa. Para sua realização foi feito um estudo da situação atual da gestão e movimentação de materiais no setor de montagem, a partir deste a comparação da situação atual com as práticas adotadas em empresas do grupo, tidas como referência nos índices de eficiência e inventário. Desta forma, procurou-se demonstrar o processo de implantação e os resultados obtidos a partir da adoção das práticas utilizadas nas outras plantas como: uso de tecnologia da informação na logística, redução de desperdício em movimentação de materiais, utilização de técnicas para melhoria na movimentação, visual e limpeza, onde o conjunto de ações gerou um aumento nos índices de eficiência da linha de montagem e redução de perdas representadas nos índices de inventário. |
ABSTRACT: This paper presents a case study of the application of Benchmarking in the storage management area and material handling equipment in a production line of the yellow line in order to improve the levels of efficiency and the company's inventory. For its realization was made a study of the current situation of the management and handling of materials in the assembly sector, from this comparison of the current situation with the practices adopted in group companies, taken as a reference in efficiency rates and inventory. Thus, we tried to demonstrate the implementation process and the results obtained from the adoption of the practices used in other plants such as: use of information technology in logistics, waste reduction in material handling, use of techniques for improved handling , visual and cleaning, where the set of actions generated an increase in the assembly line efficiency rates and reducing losses represented in inventory levels. |
O alto crescimento dos mercados de construção civil e agrícola no Brasil na última década trouxe uma grande necessidade para as empresas que atuam nesses setores, de melhorar seus processos internos para atender a crescente demanda e também para se obter uma maior competitividade frente aos concorrentes atuais e em relação a novos entrantes no mercado, que vêem no crescimento do setor, uma oportunidade para disputar fatias do mercado crescente.
Nesse contexto de melhoria de processos internos, há a atividade de fundamental importância que é a logística, atuante na movimentação de materiais, controle e gestão de armazenagem, sendo o elo estratégico entre a produção de bens, saída e entregas ao cliente.
A busca por otimização nas atividades logísticas demandam a seleção de melhores práticas e uso de tecnologia, onde se destaca uma técnica bastante difundida em gestão estratégica na seleção das práticas, que é o Benchmarking.
A identificação de desperdícios, que trata em diferenciar o movimento dos trabalhadores em desperdícios (atividade desnecessária) e trabalho (atividade necessária, que pode ou não agregar valor ao produto), apresenta uma ferramenta essencial a ser analisada em um projeto de melhoria de um sistema já implantado.
Neste artigo buscou-se identificar a situação atual de uma linha de montagem de produção de equipamentos da linha amarela para a construção civil, na movimentação de materiais, identificação e análise do Benchmarking, feito junto a duas empresas do grupo que fabricam produtos similares, e tidas como referência nos índices de eficiência no setor de montagem dos equipamentos, e de perdas em inventário, e a análise das ações tomadas com base no Benchmarking tomando como resultados os índices de eficiência por montador e perdas de inventário que a empresa utiliza como indicadores.
Os problemas que influenciam diretamente e indiretamente os indíces de eficiência na linha de montagem e de perdas inventários foram identificados através de levantamento na empresa, seguem abaixo:
2.1- Deslocamento do operador para fora da linha de produção (eficiência);
2.2- Peças desordenadas nas prateleiras (5S);
2.3- Peças danificadas dispostas junto às peças boas (inventário/desperdicio);
2.4- Visual ruim da linha de montagem (5S);
2.5- Risco de acidentes ao movimentar as peças(5S);
2.6- Trânsito de empilhadeiras na linha de montagem (eficiência);
2.7- Necessidade de inventário constante na linha (inventário);
O uso de técnicas de armazenagem e movimentação de materiais, tidas como melhores práticas em plantas similares, melhora o indice de produtividade e de inventário da empresa.
O objetivo geral deste artigo é analisar a relação do uso de melhores práticas na gestão e movimentação de materiais,obtidas através de benchmarking em plantas similares, e a melhoria nos indíces de produtividade e inventário.
5.1- Redução de movimentação de operadores na linha de produção
5.2- Acurácia no inventário
5.3- Redução de desperdício de movimentação
5.4- Monitoramento/Controle do estoque através da integração do RFID
O Benchmarking teve sua origem na Xerox Corporation, em 1979, quando a empresa pioneira desenvolveu e aplicou esse processo competitivo em suas operações de manufatura, para examinar seus custos unitários de fabricação. Trata-se de um processo positivo, pró-ativo e estruturado que estabelece metas operacionais e conduz mudanças nas operações e consequentemente desempenho superior e vantagem competitiva.
Para Spendolini (1993, p. 10), o Benchmarking pode ser definido como um processo contínuo e sistemático para avaliar produtos, serviços e processo de trabalho de organizações que são reconhecidas como representantes das melhores práticas, com a finalidade de melhoria organizacional.
Nas palavras de David Todd Kearns, ex-CEO da Xerox, Benchmarking é o contínuo processo de mensuração de produtos, serviços e práticas, de modo a confrontar os resultados com os dos concorrentes mais fortes ou com os daqueles que são considerados líderes da indústria.
Camp (1998 p.7 )estabelece que o Benchmarking pode beneficiar a organização das seguintes maneiras:
Abrantes (2009 p.285) descreve os tipos de Benchmarking como sendo:
Competitivo: tem como alvo específico as práticas dos concorrentes. É menos usual uma vez que as empresas não estão dispostas a revelar dados que estão ligados diretamente com sua atividade à concorrência.
Interno: a procura pelas melhores práticas ocorre dentro da própria organização em unidades diferentes (departamentos, sedes, etc.). Apresenta facilidade em obter parcerias, custos baixos e valorização pessoal interna, porém apresentam os mesmos paradigmas.
Genérico: baseado num processo que atravessa várias funções da organização e pode ser encontrado na maioria das empresas do mesmo porte. Nesses casos as empresas apresentam mais disposição para colaborar e ser mais verdadeiras.
Funcional: baseado numa função específica, que pode existir ou não na própria organização e tem como objetivo a troca de informações acerca de uma atividade bem definida.
Camp (1998 p.14) apresenta cinco passos para o sucesso da aplicação do Benchmarking conforme tabela a seguir:
Tabela 1: Passos do processo Benchmarking. Fonte: Livro Benchmarking: o caminho da qualidade total (1997)
Fase |
Objetivos |
Planejamento |
Identificar oque marcar para referência (o quê) |
Identificar empresas comparativas (quem) |
|
Determinar de que maneira os dados serão coletados (como) |
|
Análise |
Fazer uma análise comparativa das práticas correntes e àquelas adotadas pelas empresas comparadas |
Projetar futuros níveis de desempenho |
|
Integração |
Comunicar descobertas de marcos de referência de maneira clara e convincente através de dados e informações e obter aceitação |
Estabelecer metas funcionais |
|
Ação |
Desenvolver planos de ação |
Implementar ações específicas e monitorar progressos |
|
Recalibrar marcos de referência |
Segundo Ballou (1993, p.34), a logística empresarial está relacionada com todas as atividades de movimentação e armazenagem, que facilitam o fluxo de produtos e informações do ponto de aquisição da matéria-prima até a distribuição do produto final, providenciando níveis de serviços adequados a um custo razoável aos clientes.
Ao longo do tempo a logística tem se tornado uma peça cada vez mais fundamental na administração de qualquer negócio. De acordo com Rocha (2007, p.14), até os anos 50, a logística das empresas estava voltada apenas para atividades de transporte e armazenagem. Nas décadas seguintes, as organizações passaram a perceber a importância da distribuição física dos produtos, mas somente após a década de 70 a logística passou a ser vista como uma ferramenta de vantagem competitiva.
Banzato (2005, p.11) afirma que a partir do momento que as organizações passaram a valorizar a importância no serviço ao cliente, todo o processo logístico passou a ter um enfoque mais estratégico e menos operacional.
Desde o início dos tempos o homem vem buscando resolver problemas relacionados ao transporte de materiais que necessita para suas atividades. Ao longo do tempo ele aprendeu a aplicar o princípio da alavanca, da roda, das polias e do plano inclinado com o objetivo de tornar o movimento mais fácil, rápido e seguro.
A movimentação de materiais pode ser observada em qualquer lugar, principalmente em indústrias metalúrgicas. À medida que as quantidades ou as dimensões da peça a ser produzida crescem, esta movimentação exige mecanização, uma vez que as atividades manuais já não atendem.
Rodrigues (2009 p.51) define armazenagem como a gestão econômica do espaço necessário para manter estoques de mercadorias pertencentes a terceiros. Isto engloba todas as funções de localização, dimensionamento de área, arranjo físico, recuperação do estoque e configuração do armazém.
Moura (2010 p.16) define que a movimentação de materiais consiste na preparação, colocação e posicionamento de materiais, a fim de facilitar sua movimentação e estocagem. Todas as atividades relacionadas ao produto, exceto as operações de processamento e inspeção são de movimentação de materiais. Tem como objetivo principal transportar e estocar os materiais do início ao término do processo, sem retrocesso e com o mínimo de transferências, entregando nos locais adequados e evitando congestionamento, atrasos e manuseios desnecessários. É uma atividade comum a todos os ramos do negócio e está relacionada com o transporte, armazenagem e distribuição de matérias primas e produtos acabados.
A otimização da movimentação de materiais pode apresentar benefícios para as organizações, seja na redução de custos através de melhores procedimentos de movimentação, melhoria nas condições de trabalho com sistemas que minimizem necessidades de controle e transporte manual e aumento de capacidade obtendo-se mais espaço e/ou redução de tempo e distância.
De acordo com Moura (2010 p.23) a melhoria na movimentação de materiais gera benefícios das seguintes maneiras:
Antes dos anos 80, os elevados custos de manutenção da tecnologia inviabilizavam sua aplicação em muitos processos logísticos, pois não demonstravam viabilidade econômica. Ao longo dos anos, ao mesmo tempo em que a tecnologia tornava-se acessível, os processos de negócios das organizações passaram a ser reorganizados de maneira que as soluções tecnológicas começaram ser viabilizadas economicamente. Isso se deve ao desenvolvimento de inúmeros aplicativos específicos que contribuíram para otimização de muitos processos.
Atualmente a informação oportuna (em tempo) e precisa é essencial ao desempenho das organizações. Segundo Mattos (2005 p.18), a tecnologia é provavelmente o mais importante fator para o aumento da competitividade global de uma empresa, de acordo com estudos realizados, as empresas que investem e aplicam em novas tecnologias tendem a ter situação financeira mais sólida do que aquelas que não o fazem.
Chopra (2003 p.341) afirma que a informação é crucial para o desempenho de uma cadeia de suprimentos porque é o alicerce sobre a qual os gerentes estruturam suas decisões. A tecnologia de informação consiste em ferramentas utilizadas para obter e ter acesso às informações e para analisa-las, de maneira a tomar as melhores decisões para cadeia de suprimentos.
De acordo com Banzato (2005 p.143), o processo logístico de uma empresa deve ser desenvolvido a partir das diversas estratégias definidas pela organização com base nos seus objetivos de curto, médio e longo prazo, Sendo assim, o projeto tecnológico deve atender às necessidades operacionais que foram desenvolvidas a partir das estratégias e objetivos da empresa.
Planejar, implementar e controlar de forma eficaz o fluxo de armazenamento de bens, serviços e informação desde a origem até o ponto de consumo tornou-se um desafio a ser perseguido pelas empresas que desejam crescer nesta era de comércio globalizado.
Segundo Rodrigues (2009 p.161), as atividades de armazenagem exigem procedimentos bem definidos e detalhados, não permitindo falha nas informações. Sua informatização deve ser voltada para o gerenciamento de dados operacionais de maneira a propiciar racionalização da entrada de dados, digitação das informações diretamente dos documentos gerados no decorrer das operações, desburocratização de rotinas operacionais simplificando papéis e eliminando controles manuais, aumento da qualidade e produtividade no processamento das informações e significativa rapidez na execução das tarefas.
Metas como armazéns organizados, níveis de estoque atualizados, bom fluxo de expedição e recebimento, informações precisas, otimização de espaços e aumento na produtividade são algumas das quais as empresas desejam manter com o objetivo de se tornarem competitivas. Assim os computadores se tornam aliados importantes no planejamento logístico, um deles em especial, tem gerado grandes benefícios na otimização de processos logísticos: o coletor de dados de radiofrequência (RFID - Radio Frequency Identification).
De acordo com Rodrigues(2009 p.162), radiofrequência é um processo de alta confiabilidade para identificar, coletar, rastrear, controlar e transmitir dados eletronicamente através de frequência modulada. O sinal de código de barras é captado, decodificado e lido sendo transmitido para computadores. Deve ser utilizado para automatizar a coleta de dados nos segmentos que exigem identificação, controle ou rastreabilidade.
Banzato (2005 p.163) destaca como benefícios a eliminação de erros decorrentes de processos manuais, redução de tempo de permanência no embarque e ou descarga, aumento da produtividade e redução dos custos operacionais.
De acordo com Slack (2009. p.229) a RFID pode ajudar as operações a economizar valores significativos em dinheiro em produtos perdidos, roubados ou estragados.
O Sistema Toyota de produção foi desenvolvido há aproximadamente 30 anos pelo Sr. Taiichi Ohno com o objetivo de criar um novo método de produção que eliminasse o desperdício e auxiliasse a Toyota a igualar a disputa com os Estados Unidos. Tem como base principal a eliminação total do desperdício.
De acordo com Ohno (1997 p.16) o aumento da eficiência só faz sentido quando está associado à redução de custos, sendo necessário produzir apenas a quantidade necessária utilizando o mínimo de mão de obra e eliminando excessos de capacidade.
Além disso, acrescenta que a observação no sistema de produção é fundamental e deve-se verificar a eficiência de cada operador e cada linha. A eficiência deve ser melhorada em cada estágio e ao mesmo tempo para fábrica como um todo através da identificação e eliminação dos desperdícios.
O Sistema Toyota divide o movimento dos trabalhadores em desperdício e trabalho:
Desperdício – É o movimento repetido e desnecessário que deve ser imediatamente eliminado.
Trabalho – pode ser "sem valor adicionado" que se refere às atividades desnecessárias mas que são realizadas devido às condições estabelecidas (exemplo: caminhar para pegar peças, abrir caixas de mercadorias de terceiros, etc.). E "com valor adicionado" que se refere a algum tipo de processamento do produto ou processo de montagem.

Figura 1 – Compreendendo a Função Manufatura . Fonte: Ohno (1997)
O objetivo do sistema é obter 100% do trabalho com valor agregado, fazendo o processo avançar efetivamente no sentido de completar a tarefa sem desperdícios.
Os desperdícios são classificados em:
Em maio de 1950, no Japão, a equipe do professor Kaoru Ishikawa lançou um programa de combate aos desperdícios e eliminação de perdas que visava a otimização os recursos existentes num país destruído pela guerra. O programa composto por cinco ações ou sensos atingiu excelentes níveis de qualidade e produtividade e a partir da década de 1970 muitos engenheiros e professores de vários países passaram a estudar o método e implantá-lo.
A metodologia possibilita desenvolver um planejamento sistemático, permitindo de imediato maior produtividade, segurança, clima organizacional e motivação dos funcionários, com consequente melhoria da competitividade organizacional.
Abrantes (2009 p.171-175) descreve os cincos sensos:
Senso de utilização (Seiri): seu objetivo está em definir claramente os objetos, documentos e dados necessários em necessários, supérfluos e desnecessários. Através deste senso é possível obter liberação de áreas, redução de estoque de peças sobressalentes e materiais guardados, redução de risco de acidentes provocados por excesso de materiais dispostos sem nenhum controle, liberação de máquinas e equipamentos sem uso, redução e até eliminação de tempo de procura de ferramentas, materiais e documentos e reciclagem de materiais antes desperdiçados.
Senso de ordenação (Seiton): conjunto de ações que facilitam a localização de forma rápida, segura e correta de objetos, documentos e dados necessários. É responsável também pela comunicação visual através do uso de cores e símbolos de maneira que qualquer pessoa entenda a mensagem. Os benefícios são a melhoria do ambiente físico, redução de acidentes de trabalho em função da comunicação visual, economia de tempo e energia pela redução de movimentação desnecessária, rapidez, segurança, melhoria no processo de comunicação.
Senso de Limpeza (Seiso): vai além do ato de limpar, deve ser abordado como uma oportunidade de não sujar e inspecionar, identificando as fontes de sujeiras e pontos potenciais de falhas e desperdícios. Os benefícios são a prevenção de acidentes, redução de afastamentos relacionados a problemas ergonômicos, satisfação dos funcionários, inspeção de máquinas e equipamentos, redução da poluição e agressões ao meio ambiente.
Senso de saúde e bem estar e autodisciplina (Seiketsu e Shitsuke): estes dois sensos não são implantados, mas sim resultados dos sensos anteriores. O senso de bem estar é consequência direta das melhorias físicas no ambiente de trabalho enquanto que o senso de autodisciplina exige ações e tempo para que seja desenvolvido por todos, deve ser um senso proativo e não encarado como uma ordem.
Para elaboração desse estudo foi usado o método de estudo de caso por se tratar de uma abordagem metodológica de investigação quando procuramos compreender, explorar ou descrever acontecimentos e contextos complexos, nos quais estão envolvidos diversos fatores. Yin (2001) afirma que esta abordagem se adapta quando o investigador procura respostas para o "como?" e o "porquê?". Assim, Yin (2001:13) define "estudo de caso" com base nas características do fenómeno em estudo e com base num conjunto de características associadas ao processo de recolha de dados e às estratégias de análise dos mesmos.
Foi analisado como o Benchmarking entre as empresas do grupo pode contribruir cedendo o acesso às boas práticas aplicadas nas plantas do mesmo segmento como o uso de modulação de kits para as peças evitando o uso de prateleiras na linhas de montagem. O uso das ferramentas do 5S's contribuindo com a melhoria do aspecto visual e implicando diretamente na redução de perda de peças e indiretamente reduzindo os riscos de acidentes.
A primeira etapa consistiu em diagnosticar a situação atual e identificar de que maneira ela implica na redução da capacidade produtiva da linha de montagem e como afeta nos índices do inventávio do estoque fisico em andamento. Com os dados foi possível identificar através de reuniões de brainstorming as potenciais idéias e boas práticas usadas em plantas do grupo reunidas em históricos de trabalhos executados em C.C.Q. ( Cículos de Controle de Qualidade, grupos de melhoria contínua) realizados uma vez por ano na fábrica matriz.
Como um dos objetivos também é gerar conhecimento, o estudo de caso propiciou a aplicação prática dirigindo a solução de problemas específicos.
O objeto de estudo foi uma empresa multinacional japonesa, fabricante de máquinas de contrução da linha amarela, sediada na cidade de Suzano/SP.
O processo ao qual foi estudado foi o de montagem final, o qual dispõe de 2 linhas de montagem, uma destinada a montagem de pás carredeiras e tratores de esteira e a segunda destinada a montagem de escavadeiras hidráulicas e motoniveladoras.
A montagem é assim dividida para um balanceamento entre os modelos mais vendidos para que haja atrasos na fabricação devido a conflitos por complexidade de montagem e para que haja flexibilidade de trocas de modelos por pedidos urgentes ou necessidades de ajustes de pedidos.
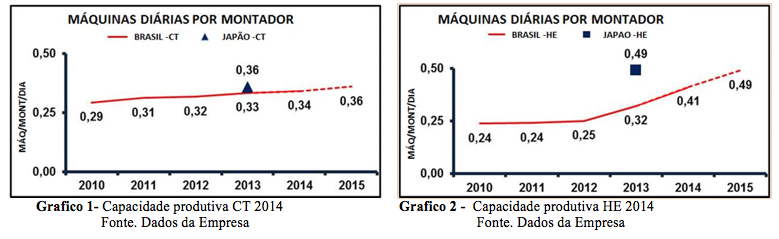
Como condição de mercado o mercado de construção vem numa crescente desde 2010 e para atender a esse crescimento e se manter competitiva se fez necessário adequar a capacidade produtiva sem ter que aumentar os custos com horas extras e contratação de novos funcionários. Assim foi verficado a capacidade de montagem por operador em ambas as linhas de montagem e obteve-se o número de 0,29 máquinas/operador/dia para linha de montagem de tratores de esteiras e o de 0,24 máquinas/operador/dia para a linha de montagem de escavadeiras hidráulicas e para verificar se esse número estava em acordo comparando-se a fabricas do grupo com o mesmo processo de montagem buscou-se o mesmo dado para as plantas do Japão e constatou-se que no Brasil havia uma deficiência de 19% para tratores de esteira e 52% para fábrica de escavadeiras hidráulicas.
Partindo desses dados definiu-se um grupo de técnicos que foram enviados a ambas as fábricas no Japão para fazer um Benchmarking das boas práticas aplicadas nessas plantas.
Fazendo análise da situação das linhas de montagem do Brasil foram destacadas algumas situações que divergem e implicam na baixa eficiência entre elas estão:

Figura 2 - Linha de montagem. Fonte: Dados da empresa (2011)
Com as idéias recolhidas no Benchmarking nas plantas do Japão iniciou-se as modificações para melhoria das condições atuais da fábrica objetivando o aumento da capacidade produtiva das linhas de montagem, assim seguem as atividades:
Transferência das peças das prateleiras de linha para o almoxarifado central no qual teriam locação fixa e o controle de estoque já está implementado e assim diminui o risco de perda de peças e o risco de danificá-las, pois ficariam em acomodações adequadas as mesmas.

Figura 3 - Foto do almoxarifado central. Fonte: Dados da empresa (2012)
Criação de Kits de peças de acordo com as máquinas a serem montadas, assim cada máquina que entre na linha de montagem tem um carrinho que a acompanha já com as quantidades certas de peças e também com uma acomodação adequada para que não danifique e evitando também o deslocamento do operador para pegar a peça, pois elas estariam ao alcance das mãos.

Uso de carrinhos elétricos para abastecimento das linhas, segundo Harris (2003) a principal vantagem dos carrinhos elétricos, em comparação ao uso de empilhadeiras é que enquanto as empilhadeiras funcionam como se fossem táxis, atendendo a pedidos pontuais de acordo com a necessidade momentânea da produção, os carrinhos elétricos atuam como um ônibus, com rotas definidas pela demanda da produção. Dessa forma, o carrinho elétrico tem uma maior capacidade de abastecimento, com menor distância percorrida, gerando alta produtividade, redução de custos e simplificação do fluxo de materiais pela fábrica.

Figura 6 - Carrinho Elétrico rebocando os kits para as linhas de montagem. Fonte: Dados da empresa
O uso de controle de estoque e abastecimento por RFID (Radio-Frequency Identification), assim durante o abastecimento dos Kits de montagem e a cada peça que sai do almoxarifado central é feita a baixa automática do estoque evitando a necessidade de inventário rotativo na área de montagem evitando também o uso desregrado de peças, caso o operador danifique precisa imediatamente solicitar nova peça ao almoxarifado central o que será feito somente com a apresentação da peça antiga.

Figura 7 - Rádio controle de baixa no estoque. Fonte: Autor
A implantação das técnicas do 5S's, semanalmente tem-se um intevalo de 30 minutos dos quais são destinados a limpeza, ordenação e disciplina dos montadores e operadores afim de manter um bom aspecto visual das linhas de montagem e conscientização sobre segurança.
Como resultados alcançados está sendo monitorada a capacidade de montagem por operador nas duas linhas de montagem, até o ano iscal de 2014 pode-se observar melhoria na ordem de 15% para a linha de trator de esteira (CT) e de 42% para a linha de escavadeira hidráulicas (HE), ainda não alcançada a meta que é a equiparação com as fábricas do Japão, porém as tendências apontam para melhoras para os anos que seguem.
O inventário rotativo que acontecia na linha de montagem foi reduzido a zero, pois com o uso do almoxarifado, as peças são baixadas na saída com os kits para a linha de montagem. Hoje é monitorado somente o inventário anual que é de obrigatoriedade fiscal e pode se observar um ganho muito expressivo nesse inventário, pois houve uma melhora na acurácia de estoque na ordem de 71% para o FMC (Fábrica de Maquinas de Construção) que é o departamento geral de fabricação de máquinas de construção reduzindo as perdas de inventário de 7,3% para 2,1% e em todo o inventário da empresa pode se observar uma melhora na ordem de 69% reduzindo as perdas de inventário de 3,8% para 1,2% do estoque total da empresa.
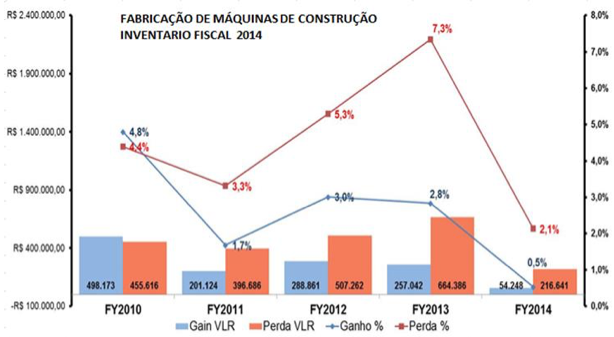
Gráfico 3- Resultado do inventário do departamento.
Fonte: Dados da empresa
----

Gráfico 4 - Resultado do inventário Geral ano 2014 . Fonte: Dados da empresa
Através desse estudo foi possível comprovar os benefícios e a aplicação das técnicas de Benchmarking. Além de permitir que através desse estudo a replicação para outros departamentos e empresas que necessitem melhorar a capacidade produtiva e melhorar o sistema de controle de peças em estoque e movimentação de peças na área fabril.
A movimentação de materiais e armazenagem são processos logísticos de alto custo, mas também são processos importantes na gestão da operação, pois influenciam diretamente os indíces de performance adotados pela empresa, dependendo do seu grau de atendimento a estes indíces.
Diante disso, selecionar e implantar práticas que otimizem os índices de performance relacionados a gestão de armazenagem, no que tange a minimização de desperdícios, melhoria na movimentação de materiais, organização da armazenagem e uso de tecnologia para facilitar e reduzir perdas na operação são fundamentais para a empresa obter uma vantagem competitiva diante do cenário atual e de seus concorrentes.
O presente estudo demonstrou a aplicação do benchmarking em práticas de gestão e movimentação de materiais comparadas a outras plantas do grupo, identificando os itens a partir de um leventamento da situação atual da empresa, implantando as boas práticas identificadas a partir da comparação dos cenários, nos itens que correspondem a perdas significativas em indíces de eficiência da linha de montagem e de inventário.
Como resultados da implantação as boas práticas implantadas apresentaram: melhoria do indice de eficiência da ordem de 15% para a linha de trator de esteira e de 42% para a linha de escavadeira hidráulicas (HE), eliminação de inventário rotativo na linha de montagem, melhora na acurácia de estoque na ordem de 71%, redução das perdas de inventário anual do estoque total da empresa de 3,8% para 1,2%. Além dos resultados quantitativos acima, houve melhorias qualitativas como no visual da linha de montagem, que passa uma boa imagem da empresa e indiretamente reduz o risco de acidentes pela organização e diminuição do trânsito de materiais e equipamentos na linha de montagem.
O presente estudo também proposiona a aplicação da técnica de benchmarking, ao fazera análise comparativa de índices de performance de empresas do grupo, tidas como referência, para posicionar em que nível está a gestão de armazenagem e técnicas logísticas usadas no cenário atual, tendo como metas para a implantação do projeto os indíces das empresas comparada, afim de equipará-los.
ABRANTES, José. Gestão da Qualidade. Ed. Interciência. Rio de Janeiro, 2009.
BALLOU, R. H. Logística Empresarial: transportes, administração de materiais e distribuição física. Ed. Atlas, São Paulo, 1993.
BANZATO, Eduardo. Tecnologia da informação aplicada à logística. Ed. IMAM, São Paulo, 2005.
CAMP, Robert C. Benchmarking: o caminho da qualidade total. Ed. Pioneira, São Paulo, 1998.
CHOPRA, S.; MEINDL, P. Gerenciamento da cadeia de suprimentos. Ed. Pearson Prentice Hall, São Paulo, 2003.
HARRIS, Rick. Fazendo Fluir os Materiais um guia lean de momentação de materais para
profissionais de operações, controle de produção e engenharia. 2003.
MATTOS, João R. Loureiro. Gestão da tecnologia. Ed. Saraiva, São Paulo, 2005.
MOURA, Reinaldo A. Sistemas e técnicas de armazenagem de materiais. Ed. IMAM, São Paulo, 2010.
OHNO, Taiichi. O sistema Toyota de produção: além da produção em larga escala. Ed. Bookman, Porto Alegre, 1997.
ROCHA, Paulo Cesar Alves. Logística & Aduana. Ed. Aduaneiras, São Paulo, 2007.
RODRIGUES, Roberto Ambrosio. Gestão estratégica de armazenagem. Ed. Aduaneiras, São Paulo, 2007.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. Ed. Atlas, São Paulo, 2009.
SPENDOLINI, Michael J. Benchmarking. Ed. Makroon Books, São Paulo, 1993.1. Instituto Federal de Educação, Ciência e Tecnologia de São Paulo (carlacanha@gmail.com )
2. Instituto Federal de Educação, Ciência e Tecnologia de São Paulo (augustosandes@me.com )
3. Instituto Federal de Educação, Ciência e Tecnologia de São Paulo (isaac.oliveira@komatsu.com.br)
4. PROF. DR. Instituto Federal de Educação, Ciência e Tecnologia de São Paulo. Corresponding Author (eniofr@uol.com.br )
5. PROF ME. Faculdade de Tecnologia Sebrae (cstettiner@gmail.com)