Espacios. Vol. 36 (Nº 09) Año 2015. Pág. 11
Identificação dos fatores críticos para a aplicação de técnicas multivariadas em projetos Seis Sigma: Estudo de casos
Identification of the critical factors for the application of multivariate techniques in Six Sigma projects: Case studies
Fabiano Rodrigues SORIANO 1; Fabiane Letícia LIZARELLI 2; Pedro Carlos OPRIME 3
Recibido: 13/01/2015 • Aprobado: 27/02/2015
Contenido
3 Estratégia e Abordagem de Pesquisa
RESUMO: |
ABSTRACT: |
1. Introdução
Muitos problemas industriais precisam ser analisados por meio de técnicas multivariadas devido a grande quantidade de dados de natureza correlacionada que causam interações difíceis de serem observadas. No contexto da gestão da qualidade, a utilização destas técnicas está relacionada ao controle, monitoramento, desenvolvimento de novos produtos e processos, além de auxiliar no desenvolvimento de melhorias e inovações nos produtos, processos e modelos de negócios. Atualmente, muitos desses métodos são ferramentas diretamente relacionada à abordagem Seis Sigma (ZHENG et al., 2001; CHAMPAGNE; DUDZIC, 2002; YANG, 2004; YANG; TREWN, 2004; COSTA et al., 2009; PEREIRA et al., 2009; COSTA et al., 2010; HAIR et al., 2010;MONTGOMERY, 2010; FIRKA, 2011; SORIANO, 2012; SORIANO; OPRIME, 2014).
As técnicas estatísticas de Análise Multivariada de Dados - AMD (Multivariate Data Analysis - MDA) referem-se aos métodos estatísticos que analisam simultaneamente diversas variáveis de cada objeto ou indivíduo sob investigação. As técnicas de AMD envolvem a divisão, identificação, redução e avaliação de um conjunto de variáveis, estabelecendo relações de causalidade entre varias variáveis dependentes e independentes simultaneamente que são impossíveis de serem estabelecidas e validadas pelas técnicas univariadas (YANG, 2004; YANG; TREWN, 2004; MANLY, 2008; HAIR et al., 2010, SORIANO, 2012; SORIANO; OPRIME, 2014;).
A principal vantagem das técnicas de AMD como ferramentas para a melhoria da qualidade está na capacidade de lidar com problemas que apresentam as seguintes características: um grande número de variáveis altamente correlacionadas, interação entre diversas variáveis simultaneamente, diferentes métricas e escalas de medidas. Estas técnicas possibilitam identificar relações estruturais, causais e explanatórias, com a utilização de algoritmos complexos. Algumas técnicas de AMD permitem a redução do espaço de monitoramento em poucas variáveis latentes, possibilitando identificar as principais, bem com a interação entre as variáveis estudadas (YANG; TREWN, 2004; YANG, 2004; MAKRYMICHALOS et al., 2005 MANLY, 2008; HAIR et al., 2010; MONTGOMERY, 2010). Porém, o uso dessas técnicas não é trivial, existem alguns fatores que são críticos para a implantação e sucesso no uso.
Firka (2011) analisou algumas dimensões que afetam o sucesso da implantação de técnicas de experimentos planejados, cujos fatores também podem ser correlacionados à aplicação das técnicas de AMD. Há três dimensões que afetam o sucesso no uso de técnicas estatísticas: i) a dimensão estatística, que envolve aspectos relacionados aos pressupostos assumidos quando da utilização de determinado modelo ou técnica; ii) a dimensão metodológica, que se refere a condução dos trabalhos e análises dos dados; iii) a dimensão sociológica e gerencial, que corresponde a um conjunto significativo de variáveis que comprometem a aplicação de técnicas estatísticas, por exemplo, a falta de validação do modelo conceitual (HAIR et al., 2010; MONTGOMERY, 2010; FIRKA, 2011).
A literatura estudada reitera a necessidade de aplicar estas técnicas multivariadas como ferramentas para a melhoria da qualidade em projetos Seis Sigma (YANG, 2004; YANG; TREWN, 2004; ANAND et al. 2010; SORIANO, 2012; SORIANO; OPRIME, 2014). Porém, pesquisas recentes revelam que estas técnicas são pouco utilizadas e difundidas pelas empresas, além de poucos trabalhos acadêmicos demonstrarem aplicações e exemplos do uso delas em projetos de melhorias voltados para a manufatura (YANG; TREWN, 2004; BISGAARD, 2005; SORIANO, 2012; SORIANO; OPRIME, 2014). Desta forma, este trabalho colabora para compreender quais são os reais motivos da subutilização e pouca difusão destas técnicas pelas empresas em projetos de melhoria.
Este artigo tem como objetivo geral identificar os fatores críticos do sucesso ou do uso das técnicas de AMD como ferramentas de suporte às atividades de melhoria, primeiramente, por meio da revisão bibliográfica e posteriormente apontar nas empresas estudadas as facilidades e dificuldades encontradas em relação a cada fator crítico.
2. Revisão Bibliográfica
2.1 Técnicas estatísticas multivariadas como suporte para Projetos Seis Sigma
As técnicas de ADM têm um papel importante para identificar causas e propor soluções em projetos de melhoria, pois, na medida em que se obtém redução na variabilidade dos processos, por meio de sucessivas iniciativas de melhoria, torna-se cada vez mais complexo identificar as fontes de variações e os efeitos das interações entre variáveis (JURAN; GODFREY, 1999; ECKES, 2001; FIRKA, 2011; MITRA, 2004; MAKRYMICHALOS et al., 2005; HAIR et al., 2010; YANG, 2004; MONTGOMERY, 2010 SORIANO, 2012; SORIANO; OPRIME, 2014).
A literatura estudada salienta que a abordagem de melhoria Seis Sigma deve ser aplicada em problemas complexos e de difícil solução que envolve diversos fatores que envolvem muitas vezes pesados investimentos para chegar às causas raiz e retorno financeiro esperado no longo prazo. Neste sentido, as técnicas de AMD correspondem a um conjunto de ferramentas cuja funcionalidade vai de encontro à necessidade dos projetos Seis Sigma (SORIANO, 2012; SORIANO; OPRIME, 2014; ECKES, 2001; PANDE et al., 2001; ANTONY; BANUELAS, 2002; ROTONDARO, 2002; ADAMS; GUPTA; WILSON, 2003; YANG, 2004; YANG; TREWN, 2004).
A abordagem Seis Sigma é uma estrutura de integração de várias ferramentas estatísticas e gerenciais com objetivo de buscar a melhoria da qualidade utilizando um método sistemático para a resolução de problemas e de variabilidade, conhecido como DMAIC (Definir, Medir, Analisar, Melhorar –Improve e Controlar). A equipe de melhoria, que envolve os integrantes da hierarquia Belt (Master Black Belts; Black Belts e Green Belts) é treinada para solucionar problemas complexos e utilizar técnicas estatísticas para esse fim (ECKES, 2001; PANDE et al., 2001; ANTONY; BANUELAS, 2002; ROTONDARO, 2002; ADAMS; GUPTA; WILSON, 2003; COSTA et al., 2010, 2009; MAKRYMICHALOS et al., 2005; MEHJERDI, 2011; SCHROEDER et al., 2008;YANG, 2004; HENDERSON, 2011; ANAND et al., 2012; MIGUEL, 2012; CORONADO; ANTONY, 2002).
As principais técnicas de MDA identificadas na literatura, aplicadas às questões industriais são: Análise de Cluster (YANG, 2004; PRIES, 2009), Análise de Componentes Principais (YANG, 2004; YANG, TREWN, 2004), Análise de Regressão (YANG, 2004; HENDERSON, 2011), Análise Discriminante (YANG, 2004; PRIES, 2009), Análise Fatorial (YANG, 2004; PRIES, 2009), Análise de Correspondência (YANG, 2004; YANG, TREWN, 2004), Análise Multivariada de Variância (YANG, 2004; PRIES, 2009; CANO et al., 2012), Análises Estruturais (YANG, 2004; YANG, TREWN, 2004), Graphical Multivariate Data Display (YANG, 2004), Multivariate Chart (YANG, 2004; HRGAREK, BOWERS, 2009; HENDERSON, 2011; RYAN, 2011; CANO et al.; 2012), Controle Multivariado de Processo (YANG, 2004; HRGAREK, BOWERS, 2009; CANO et al.; 2012) e Mahalanobis Taguchi System (YANG, 2004; DASGUPTA, 2009; PRIES, 2009).
O Quadro 1 apresenta algumas técnicas de AMD que estão relacionadas a cada uma das etapas do método de melhoria DMAIC do Seis Sigma. Estas não são as únicas técnicas multivariadas, há um intenso desenvolvimento de novas ferramentas, principalmente no que diz respeito ao monitoramento multivariado de processos.
Quadro 1 — Técnicas de AMD utilizadas nas etapas do DMAIC Seis Sigma |
||
FASES DO DMAIC |
TÉCNICAS ESTATÍSTICAS MULTIVARIADAS UTILIZADAS NOS PROJETOS SEIS SIGMA |
Autores |
MEDIR |
Graphical Multivariate Data Display |
Yang (2004) |
Multivariate Chart |
Yang (2004); Hrgarek e Bowers (2009); Henderson (2011); Ryan (2011); Cano et al.(2011) |
|
ANALISAR |
Graphical Multivariate Data Display |
Yang (2004) |
Multivariate Chart |
Yang (2004); Hrgarek e Bowers (2009); Henderson (2011); Ryan (2011); Cano et al.(2011) |
|
Análise Discriminante |
Yang (2004); Pries (2009) |
|
Análise Fatorial |
Yang (2004); Pries (2009) |
|
Análise de Cluster |
Yang (2004); Pries (2009) |
|
Análise Estrutural |
Yang (2004); Yang e Trewn (2004) |
|
Análise De Componente Principal |
Yang (2004); Yang e Trewn (2004) |
|
MELHORAR |
Ferramentas para a Data Reduction |
Yang (2004) |
Análise Estrutural |
Yang (2004) Hair et. al.(2010) |
|
CONTROLAR |
Controle Multivariado do Processo |
Sing e Gilbreath (2002); Yang (2004); Hrgarek e Bowers (2009); Henderson (2011); Ryan (2011); Cano et al.(2011) |
Mahalanobis Taguchi System |
Yang (2004); Dasgupta (2009) |
|
Fonte: Próprio autor |
|
|
2.2 Fatores críticos para aplicação das técnicas de AMD
As principais barreiras na aplicação das técnicas em situações práticas e em projetos Seis Sigma deve-se, principalmente, à dimensão de ordem sociológica e gerencial, relacionada aos princípios estatísticos envolvidos e na coleta, condução e análise de dados, pois, por um longo tempo, estas técnicas foram vistas como complexas, de difícil uso e interpretação dos resultados pelos seus usuários além de pouco descrita e difundida na literatura sobre melhoria da qualidade e Seis Sigma (YANG; TREWN, 2004; YANG, 2004; SORIANO, 2012; SORIANO; OPRIME, 2014).
Com base na revisão bibliográfica, foi realizado o agrupamento de fatores que contribuem para uma efetiva aplicação das técnicas multivariadas (Quadro 2). Estes foram denominados como fatores críticos de sucesso e divididos nas três dimensões (estatística, metodológica e sociológica e gerencial) recomendadas por Firka (2011). Cada fator foi considerado como um constructo da pesquisa, que representam as características a serem abordadas para analisar as principais dificuldades da aplicação dessas técnicas nas empresas visitadas.
Quadro 2 — Fatores que contribuem para uma efetiva aplicação das MDAs em projetos Seis Sigma |
||
Dimensões |
Constructos |
Principais Autores |
Estatística |
Seguir os procedimentos analíticos |
Hair et al. (2010) Soriano; Oprime (2014) |
Observar os pressupostos para aplicação das técnicas de AMD |
Hair et al. (2010); Soriano; Oprime (2014) |
|
Fazer análise residual |
Firka (2011) Soriano, (2012); Soriano; Oprime (2014) |
|
Fazer a transformar nos dados quando necessário |
Hair et al. (2010) Soriano; Oprime (2014) |
|
Verificar a relação existente entre a significância estatística e o poder da análise |
Hair et al. (2010); Soriano; Oprime (2014) |
|
Validar o modelo estatístico |
Hair et al. (2010); Soriano; Oprime (2014) |
|
Técnica e Metodológicas |
Verificar a qualidade de dados para desenvolver as análises |
Hair et al. (2010) Soriano; Oprime (2014) |
Checar a estabilidade do processo antes de executar os procedimentos |
Montgomery (2010); Soriano; Oprime (2014) |
|
Planejar a fase de experimentação |
Firka (2011); Soriano; Oprime (2014) |
|
A utilização de um modelo conceitual que considera as principais variáveis causadoras de variação |
Hair et al. (2010); Soriano; Oprime (2014) |
|
Verificar a significância prática dos resultados |
Hair et al. (2010); Soriano; Oprime (2014) |
|
Enfatizar a precisão dos resultados na utilização das técnicas estatísticas como ferramentas para a resolução de problemas |
Hair et al. (2010); Soriano; Oprime (2014) |
|
Sociológica e Gerencial |
Garantir os recursos necessários ao longo do desenvolvimento do projeto |
Firka, 2011 Soriano, (2012); Soriano; Oprime (2014) |
Valorizar os conhecimentos dos profissionais diretamente envolvidos com o problema |
Yang e Trewn (2004); Soriano; Oprime (2014) |
|
Investir no treinamento das ferramentas analíticas |
Champagne e Dudzic, (2002); Soriano; Oprime (2014) |
|
Compreensão entre os níveis gerenciais da necessidade da aplicação deste conjunto de técnicas |
Firka (2011); Soriano; Oprime (2014) |
|
Saber reconhecer a ocorrência de problemas multivariados |
Makrymichalos et al. (2005); Soriano; Oprime (2014) |
|
Reconhecer a importância do Pensamento Estatístico |
Makrymichalos et al. (2005); Soriano; Oprime (2014) |
|
Fonte: Próprio autor |
|
|
3. Estratégia e Abordagem de Pesquisa
A pesquisa prática, o estudo de múltiplos casos, foi conduzida em 04 etapas, de acordo com o sugerido por Cauchik-Miguel (2010). Na primeira etapa observou-se a literatura em busca de constructos referente à temática, consultou-se: base de dados, livros, teses e dissertações, artigos publicados em periódicos e anais de congressos de diversas nacionalidades. Na segunda etapa, foi realizado um estudo piloto sobre a aplicação das técnicas de AMD em uma empresa do segmento Químico, por meio de uma visita à planta e entrevistas no período de julho de 2013. Esta etapa possibilitou o refinamento teórico e prático, além de aprimorar a condução do trabalho em outros casos.
A terceira etapa foi o levantamento de informações sobre a utilização das técnicas e seus fatores críticos de sucesso, por meio de entrevistas estruturadas, com membros da hierarquia Belt e responsáveis pela execução de projetos (Master Black Belts – MBBs e Black Belts – BBs). Finalmente, na quarta etapa foi realizado um levantamento de informações complementares, por meio de questionário, sobre a utilização das técnicas como ferramentas para melhoria da qualidade e informações referentes à possibilidade de aplicação das técnicas nas empresas estudadas.
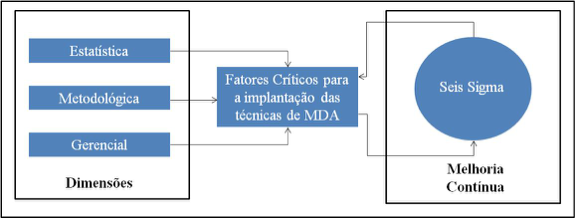
A Figura 1 apresenta o modelo conceitual da pesquisa, que resume em três dimensões os fatores que influenciam a aplicação das técnicas de AMD em projetos Seis Sigma. A aplicação destas técnicas multivariadas pode representar benefícios para a melhoria da qualidade dos produtos e processos, possibilitando melhor desempenho para projetos de Melhoria Contínua e Seis Sigma nas organizações. Além disso, a abordagem Seis Sigma pode ser considerada como facilitadora para aplicação das técnicas de AMD, facilitando a existência dos fatores críticos. Com base no modelo as etapas de pesquisa foram desenvolvidas e buscou-se alcançar os objetivos de pesquisa propostos.
Figura 1— Modelo Conceitual
Fonte: Próprio autor
4. Pesquisa de campo
Foram selecionadas como objeto de estudo, empresas que há mais de 10 anos desenvolvem projetos Seis Sigma e são lideres em seus segmentos de mercado e apresentam as seguintes características em relação aos dados dos produtos e processos: grau elevado de correlações entre as variáveis, grande número de variáveis envolvidas que afetam o desempenho do produto e do processo.
As empresas são multinacionais com filiais no estado de São Paulo, pertencentes ao setor químico (empresa A) e automobilístico (empresas B e C). Todas possuem sólida experiência na utilização da abordagem Seis Sigma, alto nível de comprometimento com a redução da variabilidade e uma alta taxa de inovação tecnológica.
Durante as entrevistas, cada entrevistado foi inquirido por aproximadamente 4 horas, tendo, em alguns casos, um detalhamento maior de algumas aplicações de técnicas multivariadas específicas. As características de cada entrevistado pode ser visto no Quadro 3.
Quadro 3 - Principais características dos entrevistados |
|||||
Características |
Empresa A |
Empresa B |
Empresa C |
||
Função do Entrevistado na hierarquia Belt |
Master Black Belt |
BB e Gerente de pesquisa e desenvolvimento de produtos |
BB e Gerente De Marketing Estratégico |
Master Black Belt |
Master Black Belt |
Formação profissional |
Engenheiro Químico |
Engenheiro Químico |
Químico |
Engenheiro Industrial Mecânico |
Engenheiro Industrial Mecânico Administração de empresas |
Pós- graduação |
Mestrado em Química |
Doutorado em Química |
Doutorado em Química |
Adm. Empresas e Engenharia Da Qualidade |
MBA Gestão Empresarial e Mestrado em Gestão da Qualidade |
Treinamento em Seis Sigma |
MBB Internacional |
BB Nacional |
BB Internacional |
MBB Nacional |
MBB Nacional |
Último treinamento (Data/ duração) |
2006 (5 semanas |
2005 (2 semanas) |
2006 (4 semanas) |
2009 (5 Semanas) |
2008 (5 Semanas) |
Treinamento |
Six Sigma Academy |
Six Sigma Academy |
Six Sigma Academy |
Unicamp |
Unicamp |
Experiência do entrevistado em projetos Seis Sigma |
10 anos |
6 anos |
5 anos |
09 Anos |
06 Anos |
Fonte: Próprio autor |
|
|
|||
A empresa A é uma divisão de uma multinacional produtora de químicos diversos. Esta empresa está localizada no interior do estado de São Paulo, na macrorregião de Campinas. Seus principais clientes são empresas que utilizam seus produtos como insumos na produção de artigos para higiene pessoal e para as indústrias têxteis e automobilísticas.
A empresa B é uma divisão de uma multinacional fabricante de autopeças instalada no interior do estado de São Paulo. No Brasil, a empresa conta com sete unidades fornecedoras de peças automotivas para as principais montadoras nacionais.
A empresa C pertence a um grupo multinacional presente em 31 países e encontra-se instalada no interior do estado de São Paulo, sendo responsável pela produção dos sistemas eletrônico de freios e suspensão para as principais montadoras de caminhões e ônibus do Brasil.
4.1 Análise das dimensões
Foram questionados aos entrevistados se os constructos de cada uma das três dimensões analisadas, relacionados às técnicas de AMD estavam presentes nas organizações. As respostas foram compiladas de forma a descrever os resultados das empresas estudadas.
4.1.1 Dimensão Estatística
O Quadro 4 apresenta um resumo das observações referentes à dimensão estatística nas empresas estudadas. Neste quadro, as posições em hachuras indicam que os constructos não estão sendo realizados de maneira satisfatória. Cada constructo pode ser observado como uma prática, a utilização de cada uma destas será detalhada a seguir.
Quadro 4— Resumo das observações referente à dimensão estatística nas empresas estudadas |
|||
Dimensão Estatística |
Empresas |
||
A |
B |
C |
|
Seguir os procedimentos analíticos |
|||
Observar os pressupostos para aplicação das técnicas de AMD |
|||
Fazer análise residual |
|||
Transformar os dados quando necessário |
|||
Verificar a relação existente entre a significância estatística e o poder da análise |
|||
Validar o modelo estatístico |
|||
Fonte: Próprio autor |
|||
Seguir os procedimentos analíticos: a condução adequada das análises é dificultada por alguns fatores, tais como a não utilização do tamanho amostral adequado, dificuldade de realizar setups para testes, impossibilidade de realizar testes no processo produtivo por conta do volume de produção e pelo desconhecimento de certos pressupostos estatísticos envolvidos.
Observar aos pressupostos para aplicação das técnicas de AMD: a principal dificuldade está em analisar os pressupostos específicos, tais como Normalidade Multivariada, Multicolinearidade e Linearidade, bem como, utilizar o tamanho amostral recomendado para cada técnica e verificar a presença de outliers.
Fazer análise residual: a empresa A é à única que enfatiza o uso da análise residual em seus procedimentos analíticos, as demais não consideram isto um procedimento importante, devido, principalmente, ao despreparo para o uso de ferramentas estatísticas.
Transformar os dados quando necessário: muitas vezes, as empresas estudadas optam por não fazer a transformação dos dados, pois a interpretação equivocada da intensão deste procedimento por parte dos níveis superiores de decisão, que não conhecem em detalhes a aplicação destas técnicas, pode comprometer o desenvolvimento do projeto de melhoria.
Verificar a relação existente entre a significância estatística e o poder da análise: as empresas estudadas não verificam a relação entre poder da análise e a significância estatística por desconhecer sua relevância para os resultados dos procedimentos.
Validar o modelo estatístico: a empresa A verifica a validade do modelo estatístico com base no método gráfico, as demais empresas estudadas desconhecem sua importância.
4.1.2 Dimensão Técnica e Metodológica
O Quadro 5 apresenta um resumo das observações referentes à dimensão técnica e metodológica nas empresas estudadas. Neste quadro, as posições em hachuras indicam que as práticas, ou fatores, não são satisfatoriamente utilizados.
Quadro 5 — Resumo das observações referente à dimensão técnica e metodológica nas empresas estudadas |
|||
Dimensão Metodológica |
Empresas |
||
A |
B |
C |
|
Verificar a qualidade de dados para desenvolver as análises |
|||
Checar a estabilidade do processo antes de executar os procedimentos |
|||
Planejar a fase de experimentação |
|||
A utilização de um modelo conceitual que considera |
|||
Verificar a significância prática dos resultados |
|||
Enfatizar a precisão dos resultados na utilização das técnicas estatísticas como ferramentas para a resolução de problemas. |
|||
Fonte: Próprio autor |
|||
Verificar a qualidade de dados para desenvolver as análises: em muitos casos a coleta de dados pode ser automatizada, isto melhora qualidade dos dados se comparado com a coleta manual. Muitos dados coletados são referentes a características exigidas pelo cliente ou envolvem a segurança do produto. Porém, muitas vezes, pelas características do processo produtivo, a melhor escolha é a coleta manual de dados, principalmente por causa de baixo volume de produção e alta variedade de produtos. Nestes casos, os dados coletados são armazenados e dificilmente serão utilizados como fonte de melhoria, pois sempre sua validade é questionada em relação à falta de qualidade ou de confiabilidade. A saída utilizada para as empresas desenvolverem projetos de melhoria é a coleta de dados voltada diretamente para o projeto, havendo um retrabalho de coleta para desenvolver as análises.
Checar a estabilidade do processo antes de executar os procedimentos: as empresas utilizam os gráficos de controle para checar a estabilidade do processo. Portanto, os procedimentos analíticos não prosseguem se este não oferece um mínimo de estabilidade, ou seja, livre da presença de causas assinaláveis.
Planejar a fase de experimentação: as empresas planejam o momento dos experimentos na linha, já que a capacidade produtiva atual impede que se tenha ociosidade nas linhas. Portanto, os testes precisam ser agendados e inseridos em intervalos da produção. Outro motivo do planejamento se dá pela necessidade da obtenção de recursos financeiros para desenvolver os projetos.
A utilização de um modelo conceitual que considera as principais variáveis causadoras de variação: as empresas adotam um modelo conceitual baseado na experiência dos envolvidos com o problema. Durante a elaboração do modelo conceitual, hipóteses iniciais podem ser revistas e novas variáveis podem ser necessárias. Apesar dos entrevistados considerarem que seu modelo conceitual geralmente é multivariado, apresentam dificuldades de utilizar as técnicas de AMD, por falta de treinamento apropriado. A empresa A se destaca com melhores procedimentos para este fator.
Verificar a significância prática dos resultados: as empresas verificam a significância prática por meio da confirmação do modelo conceitual pelo consenso dos envolvidos. Desta forma, quando os valores observados contradizem o modelo conceitual vigente o procedimento adotado é refazer as análises e até a coleta de dados para verificar a exatidão nas informações.
Enfatizar a precisão dos resultados na utilização das técnicas estatísticas como ferramentas para a resolução de problemas: apesar das empresas estudadas utilizarem pacotes computacionais que possibilitam uma maior precisão nas análises, há dificuldade de utilizar um tamanho amostral adequado e satisfazer os pressupostos estatísticos envolvidos nas análises. As empresas estudadas buscam enfatizar a precisão dos resultados por meio da repetição das análises.
4.1.3 Dimensão Sociológica e Gerencial
O Quadro 6 apresenta um resumo das observações referente à dimensão sociológica e gerencial nas empresas estudadas. Neste quadro, as posições em hachuras indicam que as práticas não são satisfatoriamente seguidas. A utilização de cada uma das práticas será detalhada a seguir.
Quadro 6 — Resumo das observações referente à sociológica e gerencial nas empresas estudadas. |
|||
Sociológica e Gerencial |
Empresas |
||
A |
B |
C |
|
Garantir os recursos necessários ao longo do desenvolvimento do projeto |
|||
Valorizar os conhecimentos dos profissionais diretamente envolvidos com o problema |
|||
Investir no treinamento das ferramentas analíticas |
|||
Compreensão entre os níveis gerenciais da necessidade da aplicação das técnicas de AMD |
|||
Saber reconhecer a ocorrência de problemas multivariados |
|||
Reconhecer a importância do Pensamento Estatístico |
|||
Fonte: Próprio autor |
|||
Garantir os recursos necessários ao longo do desenvolvimento do projeto: a empresa A busca garantir recursos para projetos por meio de um estudo de viabilidade técnica e financeira. As demais apresentam dificuldade em planejar seus projetos, que são desenvolvidos à medida que as necessidades surgem e de acordo com a urgência de se resolver o problema.
Valorizar os conhecimentos dos profissionais diretamente envolvidos com o problema: as empresas estudadas, com exceção da empresa B, enfatizam a participação dos colaboradores envolvidos com o problema, por meio de algum sistema de recompensa. De maneira geral, todas as empresas valorizam o conhecimento dos envolvidos, sendo esta a principal fonte de informações para desenvolver seu modelo conceitual.
Investir no treinamento das ferramentas analíticas: as empresas estudadas investem constantemente no treinamento dos Belts em ferramentas estatísticas e gerenciais voltadas para a abordagem Seis Sigma. Entretanto, percebe-se que treinamentos em ADM apenas são desenvolvidos à medida que é solicitado pelas necessidades de projetos.
Compreensão entre os níveis gerenciais da necessidade da aplicação das técncias de AMD: as empresas estudadas, apesar de reconhecerem que seus processos são multivariados, não aplicam as técnicas de AMD como ferramentas de melhoria de maneira abrangente. Outro aspecto salientado pelos entrevistados diz respeito à necessidade de apresentar exemplos práticos da utilização destas técnicas nos treinamentos para que, de maneira análoga, seja possível desenvolver as análises em situações semelhantes.
Saber reconhecer a ocorrência de problemas multivariados: as empresas estudadas reconhecem a ocorrência, mas a dificuldade principal está na seleção apropriada da técnica de AMD a ser utilizada.
Reconhecer a importância do Pensamento Estatístico: as empresas estudadas reconhecem os princípios do Pensamento Estatístico, como a existência de relações entre os processos e o grande número de variáveis presentes nos projetos de melhoria. Entretanto, apresentam dificuldades para lidar com essas correlações devido ao pouco treinamento em técnicas de AMD.
5. Conclusão
O trabalho buscou investigar os fatores críticos do sucesso para a implantação de técnicas de AMD em ambientes Seis Sigma, a pesquisa teórica auxiliou na identificação desses fatores, reunidos em três dimensões de análise (estatística, metodológica e sociológica e gerencial) e a pesquisa prática possibilitou identificar quais desses fatores ainda não são completamente praticados em empresas com experiência em projetos de melhoria e uso de ferramentas estatística para a solução de problemas por meio do programa Seis Sigma.
A causa principal da não utilização das técnicas de AMD em projetos de melhoria deve-se ao desconhecimento deste conjunto de técnicas pelos profissionais que lidam com esse tipo de projeto. Poucos profissionais entrevistados, mesmo com treinamento em ferramentas Seis Sigma e experiência em projetos de melhoria, relataram conhecer suficientemente algumas dessas técnicas.
Os demais fatores que dificultam o uso das técnicas de AMD estão de maneira direta ou indireta relacionados ao treinamento, como a dificuldade de analisar os pressupostos envolvidos, bem como a utilização do tamanho amostral ideal, a qualidade dos dados utilizados para desenvolver as análises, fazer uso de análise residual, verificar a relação entre o poder da análise e sua significância prática, além da validação do modelo conceitual proposto. Estes fatores consistem na dificuldade que deve ser superada pela organização para um uso efetivo das técnicas como ferramentas de projetos de melhoria Seis Sigma.
Comparando os resultados com a teoria verifica-se um grande potencial de uso dessas técnicas. Em relação ao uso das técnicas de AMD em projetos Seis Sigma, percebe-se que esta é uma abordagem para a melhoria da qualidade com objetivos que possibilitam e estimulam a aplicação das técnicas como forma de análise e interpretação dos dados para a melhoria da qualidade. O Seis Sigma, como declarado pelos entrevistados, estimula a prática de diversos constructos, sendo um agende disseminador do pensamento estatístico e facilitador do uso de técnicas estatísticas, devido a sua forte ênfase nesse tipo de ferramenta para a resolução de problemas. Porém, como pode ser visto pelos casos, o treinamento e prática do Seis Sigma ainda não é completamente suficiente para assegurar o uso das técnicas de AMD. Os resultados desta pesquisa indicam ainda que as empresas estudadas podem se beneficiar da aplicação das técnicas de AMD para: melhorar o controle sobre o processo, auxiliar no desenvolvimento de novos produtos e encontrar e eliminar as causas de variabilidade no processo.
Referências
Adams, C.; Gupta, P.; Wilson, C. (2003); Six sigma deploymen. Boston: Butterworth Heinemann. 290 p.
Anand, G.; Ward, P. T.; Tatikonda, M. V. (2010); "Role of explicit and tacit knowledge in Six Sigma projects: An empirical examination of differential project success". Journal of Operations Management, 28,. 303-315.
Antony, J.; Banuelas, R. (2002); "Key ingredients for the effective implementation of Six Sigma program". Measuring Business Excellence, 6(4), 20-27.
Antony, J.; Banuelas, R. (2004); "Six Sigma or design for six sigma". The TQM Magazine, 16 (4), 250-263.
Bisgaard, S. (2005); "Innovation, ENBIS and the Importance of Practice in the Development of Statistics", Quality and Reliability Engineering International, 21, 429-438.
Brue, G. (2002); Six Sigma for Managers. Blacklick: McGraw-Hill Professional Publishing, 123 p.
Cano, E. L; Moguerza, J. M.; Redchuk, A. (2012); Six Sigma with R: Statistical Engineering for Process improvement, New York: Springer, 281 p.
Cauchik-Miguel, P. A. et al. (2010); Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações. Rio de Janeiro: Elsevier, 226 p.
Champagne, M.; Dudzic, M. (2002); Industrial use of Multivariate Statistical Analysis for process monitoring and contro.Alasca: AMERICAN CONTROL CONFERENCE,.
Coronado, R. B.; Antony, J. (2002);"Critical success factors for the successful implementation of six sigma projects in organisations", The TQM Magazine, 14(2), 92-99.
Costa, A. F. B.et .al. (2009); "Monitoring the process mean and variance using synthetic control chart with two-stage testing", International Journal of Production Research, 47, 5067-5086.
Costa, A. F. B.et al. (2010); "Gráfico de controle MCMAX para o monitoramento simultâneo do vetor de médias e da matriz de covariâncias", Gestão & Produção, 17, 149-156.
Dasgupta, T. (2009); "Integrating the improvement and the control phase of Six Sigma for categorical responses through application of Mahalanobis-Taguchi System (MTS)", Int. J. Industrial and Systems Engineering, 4(6), 615-630.
Eckes, G. A (2010); Revolução Seis Sigma: o método que levou a GE e outras empresas a transformar processos em lucros. Rio de Janeiro, Campos, 293p.
Firka, D. (2011); Statistical, technical and sociological dimensions of design of experiments. The TQM Journal, 23(4), 435-445.
Hair, J. F. et. al. (2010); Análise multivariada de dados. 6 ed. Porto Alegre: Bookman, 688p.
Henderson, G. R. (2011); Six Sigma: Quality improvement with minitab, Chichester: John Wiley & Sons, 499p.
Hrgarek, N.; Bowers, K. A. (2009); "Integrating Six Sigma into a Quality Management System in the Medical Device Industry. JIOS, (33)1, 1-12.
Larson, A.(2003); Demystifying Six Sigma: a company-wide approach to continuos improvement" New York,:Amacom, 190p.
Makrymichalos, M.; et al. (2005); "Statistical thinking and its role for industrial engineers and managers in the 21st century", Managerial Auditing Journal, 20(4), 354-363.
Manly, B. F.J. (2008); Métodos estatísticos multivariados: uma introdução, Porto Alegre, Bookman, 229 p.
Miletic, I.; et al. (2004); "An industrial perspective on implementing on-line applications of multivariate statistics", Journal of Process Control, 14, 821-836.
Mitra, A. (2004); "Six Sigma education: a critical role for academia". The TQM Magazine, (16)4, 293-302.
Montgomery, D. C. (2010); "A modern framework for achieving enterprise excellence", International Journal of Lean Six,(1)1, 56-65.
Pande, P. S.; Neuman, R.P. ; Cavanagh, R.R. (2001); Estratégia Seis Sigma; Rio de Janeiro, Qualitymark,189.
Pereira A. C. et al. (2009); "Quality Control of Food Products using Image Analysis and Multivariate Statistical Tools", Ind. Eng. Chem, (48)1, 988-998.
Pries, K. H. (2009); Six Sigma for the new Millenium; Milwaukee, American Society for Quality, 443 p.
Rotondaro, R. G. (2002); Método Básico: Uma visão Geral. In: ROTONDARO, Roberto G.(Org) Seis Sigma –Estratégia Gerencial para a Melhoria de Processos, Produtos e Serviços; São Paulo, Atlas,186.
Ryan, T. P. (2011); Statistical Methods for Quality Improvements; New Jersey; John Wiley & Sons, 607 p
Schroeder, R. G. et al. (2008); "Six Sigma: Definition and underlying theory",. Journal of Operations Management, (26), 536-554.
Soriano, F. R.; Oprime, P.C. (2014); Utilização de Técnicas Multivariadas em Projetos Seis Sigma; São Paulo, 180 p.
Soriano, F.R. (2012); Identificação dos fatores críticos para a aplicação de técnicas multivariadas em projetos Seis Sigma: estudo de casos, São Carlos, UFSCar, 144 p.
Yang, K. (2004); "Multivariate statistical methods and Six-Sigma"; Int. J. Six Sigma and Competitive Advantage, (1)1, 76-96.
Yang, K; Trewn, J.(2004); Multivariate Statistical Methods in Quality Management. New York, McGraw-Hill, 299 p.
Zheng, L. et al (2001); "Application of Multivariate Statistical Analysis in Batch Processes", Ind. Eng. Chem. Res , (40)1,1641-1649.
1. (UESC)
2. (UFSCar)
3. (UFSCar)