1. Introdução
A consolidação do Brasil em um mercado globalizado exige mudanças de estratégia e visão das empresas que buscam o aumento da competitividade dos seus sistemas de produção. Indicadores de desempenho como qualidade, prazo de entrega, custo da produção e flexibilidade tornam-se fatores determinantes de vantagem competitiva para estas empresas (SILVA e RENTES, 2012).
Ghinato (2000) destaca que o acirramento da concorrência e a maior exigência do consumidor tornam o preço um fator determinado pelo mercado. Sendo assim, a única forma de aumentar ou manter o lucro é por meio da redução dos custos.
Neste ambiente, a filosofia da manufatura enxuta (lean manufacturing) está sendo amplamente aplicada pelas empresas de diversos setores industriais. Esta filosofia surgiu na empresa automobilística Toyota, após a segunda guerra mundial, com o objetivo de eliminar o desperdício inerente ao fluxo de valor do sistema de produção. Desta forma consegue-se produzir com maior variedade, menor volume e com reduções de recursos, do lead time e dos defeitos (WOMACK e JONES, 1990).
Segundo Ohno (1988), a essência do Sistema Toyota de Produção é a perseguição e eliminação de toda e qualquer perda ou desperdício (Muda - termo em japonês) que não agrega valor ao produto final. Desta forma, a redução dos custos da produção é obtida por meio da eliminação dos seguintes desperdícios: superprodução; espera; transporte; processamento; estoque; movimentação e defeito.
Existe na literatura uma grande quantidade de estudos com a aplicação da manufatura enxuta na busca da otimização das operações.
Silva e Rentes (2012) apresentaram um novo modelo de configuração de layout que permitiu desenvolver alternativas de arranjos físicos baseados na filosofia da manufatura enxuta.
Em um estudo de caso desenvolvido por Álvarez et al. (2009), as ferramentas da manufatura enxuta: mapeamento do fluxo de valor (VSM), gerenciamento de estoque (Kanban) e a prática de roteirização no abastecimento de insumos ou matéria prima (Milkrun) foram aplicadas em uma linha de montagem de válvulas de injeção. Como resultado, obteve-se uma redução de aproximadamente 50% na quantidade total de estoque (matéria prima, material em processamento e produto acabado) e redução de lead time de cerca de 20 dias para aproximadamente 17 dias.
Dentre estas ferramentas, o VSM destaca-se na identificação das fontes de desperdícios do sistema de produção pelos potenciais pontos de melhoria.
Solding e Gullander (2009) destacaram em seus estudos as vantagens da utilização do VSM na maiorias das empresas:
- Auxiliar na visualização do processo de forma sistêmica, além de permitir uma visão dos processos individuais e das pequenas operações;
- Ajudar na identificação das fontes de desperdícios;
- Possuir uma simbologia de fácil entendimento para todos os níveis da empresa;
- Demonstrar a relação entre o fluxo de informação e o fluxo de material.
Em um estudo de caso aplicando VSM em uma empresa de virabrequim, Vinodh et al. (2010) evidenciaram uma evolução considerável nos índices de atividades que agregam valor, após a utilização de ferramentas da manufatura enxuta. A melhoria foi evidenciada por meio de redução de estoque e do tempo de entrega.
Por meio de uma revisão bibliográfica, Singh et al. (2010) destacaram a aplicação da ferramenta VSM e seus benefícios para a indústria, dos quais podem ser citados: redução do lead time, redução de WIP (work in process), redução da movimentação de peças e o agrupamento de atividades de manufatura. Este estudo foi realizado em empresas de diversos segmentos espalhadas pelo mundo.
Destaca-se também a aplicação do VSM em uma empresa de óleo vegetal destinado à alimentação, na qual Seth et al. (2007) evidenciaram a melhoria dos indicadores de atividades que agregam valor ao produto de acordo com a ótica do cliente.
Após a etapa de aplicação do VSM e a identificação dos desperdícios do sistema de produção inicia-se o processo de otimização da cadeia de valor. Para este processo, Rother e Shook (1996) destacam os seguintes passos:
- Calcular o tempo takt time;
- Produzir para expedição ou supermercado;
- Criar fluxo contínuo;
- Criar um sistema puxado;
- Identificar o processo puxador;
- Nivelar o mix de produção;
- Definir o pitch de produção.
No entanto, este processo de otimização apresenta limitações com relação à avaliação das melhorias nos sistemas de produção. Estas limitações podem ser supridas, de forma eficiente, por meio da aplicação da simulação dos processos de produção (ABDULMALEK, 2007).
A simulação de um sistema consiste na construção de um modelo matemático que represente o comportamento de um sistema real. A partir deste modelo são desenvolvidas novas situações (PRITSKER, 1999; OLIVEIRA, 2008)
De acordo com Law (2007) pode-se considerar uma sequência de dez passos para o desenvolvimento de uma simulação:
- Definir o problema e planejar o trabalho;
- Coletar os dados e criar o primeiro modelo;
- Validar o modelo;
- Construir programa computacional;
- Testar o programa com dados variados;
- Verificar aderência do programa com os diferentes dados;
- Projetar a simulação desejada;
- Executar a simulação;
- Analisar os dados;
- Aplicar e documentar os resultados obtidos.
Destaca-se neste processo, a etapa de coleta dos dados do sistema a ser simulado, pois, não havendo acuracidade dos dados, certamente o resultado da simulação não representará a realidade.
No contexto industrial, a simulação está ganhando relevância nos últimos anos, principalmente pela falta de disponibilidade de tempo e capital para realizar testes físicos no ambiente de produção. Outro fator que contribui para o crescimento da utilização desta técnica é a evolução dos recursos computacionais necessários para a simulação (ABDULMALEK 2007).
Gurumurthy e Kodali (2011) utilizaram a simulação para o desenvolvimento do estado futuro do VSM em uma empresa fabricante de janelas. Nesse estudo, o agrupamento de operações, o arranjo de layout e a rota de abastecimento de peças foram otimizados por meio da simulação.
Em função disto, este estudo tem como objetivo avaliar a integração do VSM e da simulação como solução para otimização de operações de manufatura. O estudo foi realizado em uma linha de produção de um fabricante de componentes para indústria automobilística. Para tanto, foram utilizadas a ferramenta VSM, para a determinação das fontes de desperdícios e a simulação (realizada no Software Plant Simulation® da Siemens PLM), para a avaliação de cenários futuros.
2. Metodologia
O método utilizado para o desenvolvimento deste artigo foi o estudo de caso em uma linha de produção em uma empresa multinacional fornecedora de componentes para a indústria automobilística. Esta empresa já utiliza o VSM em seus processos de produção e tem como principal desafio melhorar a sua capacidade de produção em um ambiente de altas oscilações de volume de produção provocadas por variações de demandas e constante inserção de novos produtos.
Para desenvolver o estudo de caso realizou-se as etapas descritas na Figura 1 .

Figura 1 : Fluxograma de integração VSM-Simulação.
De acordo com a Figura 1 , a primeira etapa consiste na caracterização da empresa e do processo de produção a ser estudado. Esta caracterização envolve a descrição das atividades do fluxo de produção.
Na etapa 2 deve-se coletar os dados do fluxo de produção e do fluxo de informação do sistema necessários para a construção do VSM (Estado Atual). Dentre estes dados destacam-se: a demanda do cliente, as estações de trabalho, o fluxo das operações, a quantidade de estoque de matéria prima, produto acabado e produto em processo, o tempo de ciclo e setup de cada operação, o fluxo de informação do cliente até o fornecedor.
A etapa 3 consiste na inserção dos dados do VSM no software de simulação. Após a realização da simulação do sistema de produção, obtêm-se na etapa 4, a validação por meio da comparação de determinados dados reais de produção com os respectivos dados simulados. Nesta comparação podem ser considerados válidos valores com aderência acima de 95%.
Na etapa 5, novos cenários de produção são propostos a partir dos passos descritos por Rother e Shook (1999). A etapa 6 propõe a simulação destes cenários e avaliação de determinados parâmetros de produção. A sétima etapa, sugere o questionamento da necessidade de uma nova rodada de testes e criação de novos cenários.
Após a avaliação dos cenários, na etapa 8 deve-se definir o cenário otimizado a ser implementado.
3. Resultados e discussões
O sistema de produção estudado é caracterizado por operações de usinagem realizadas em tornos CNC que usinam peças de três diâmetros diferentes, sendo necessário setup para a preparação das máquinas. Este sistema contém cinco células de usinagem que recebem matéria prima do setor de forjamento. O produto após a operação de usinagem é destinado para a operação de tratamento térmico. Cada célula de usinagem é composta por um operador e dois tornos CNC. Para coletar os dados do sistema de produção, foram realizadas visitas à empresa. A Figura 2 ilustra o VSM obtido a partir dos dados coletados na etapa 2.
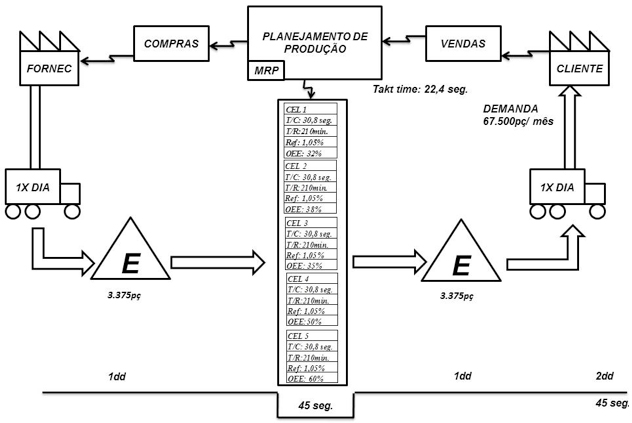
Figura 2 : VSM do Estado Atual
Observa-se na Figura 2 que a operação de tratamento térmico (cliente) apresenta uma demanda de 67.500 peças mensais, o que resulta em um takt time de 22,4 seg. A matéria prima (peças forjadas) é enviada pelo fornecedor diariamente para um estoque.
A operação de usinagem é realizada por 5 células individuais que trabalham paralelamente e apresenta as seguintes característica: tempo de ciclo (T/C) de 45seg.; tempo de setup (T/R) de 210 min. e taxa de defeito de 1,05%. O índice de eficiência global (OEE – Overall Equipment Effectiveness) varia para cada célula de usinagem na ordem de 32 à 60%. Após a operação de usinagem, as peças são enviadas para um estoque intermediário.
Outra observação importante da Figura 2 relaciona-se ao tempo de atividades que agregam (AV), e as atividades que não agregam valor (NAV), dados respectivamente por 45 segundos, tempo necessário para o processamento do produto na célula de usinagem, e 2 dias, somatória dos estoque localizados entes e depois do processo de usinagem. Desta forma, o índice de eficiência do processo (PEC – proscess cycle efficiency) desta célula é de 0,1%.
Os dados do sistema de produção foram inseridos no software de simulação, conforme ilustrado na Figura 3 .

Figura3 : Diagrama do modelo de simulação – fonte: Plant Simulation.
Após a simulação do sistema de produção, realizou-se a validação dos resultados da simulação por meio da comparação do indicador de quantidade de peças produzidas em um período de vinte e seis dias, conforme mostra a tabela 1.
Tabela 1: Resultado da Validação da Simulação para 26 dias de produção.
Operação de Usinagem |
Valor Real |
Valor Simulado |
Aderência |
Célula 1 |
12.986 |
12.823 |
98,7% |
Célula 2 |
15.448 |
15.724 |
98,2% |
Célula 3 |
13.486 |
13.031 |
96.6% |
Célula 4 |
18.267 |
18.803 |
97.1% |
Célula 5 |
21.030 |
21.788 |
96.5% |
Os dados apresentados na Tabela 1 mostram que a aderência dos resultados da simulação está acima de 95% em relação aos dados reais de produção, o que pode ser considerado satisfatório.
Após a validação iniciou-se o ciclo de propostas e avaliações de novos cenários de produção.
No primeiro cenário considerou-se uma mudança de layout nas células de produção com o objetivo de aproximá-las e, desta forma, utilizar três operadores no sistema de produção, conforme pode ser observado nas figuras 4A e 4B. O fluxo de produção ocorre no sentido indicado pela seta. 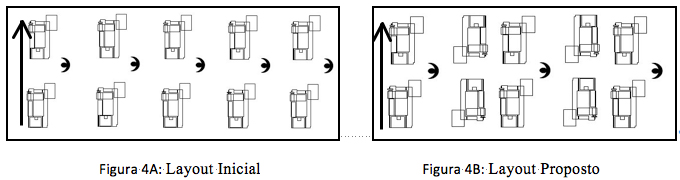
O resultado da simulação para o cenário 1 mostrou que mesmo com a redução na quantidade de operadores por turno de trabalho, a quantidade de peças fabricadas não se alterou.
No segundo cenário foram consideradas as modificações do cenário 1, a padronização dos lotes de produção para 600 peças e a redução do tempo de setup de 210 minutos para 90 minutos. No sistema de produção inicial, a quantidade de peças é de 1.500 peças por lote. Para atingir a redução do tempo de setup propõe-se a utilização da ferramenta SMED (single minute exchange of die) nas células de usinagem.
Com as alterações, o resultado da simulação indicou um aumento de 5,5% na quantidade de peças produzidas, passando de 82.169 para 86.726. Isto deve-se à maior disponibilidade dos equipamentos, decorrente da redução do tempo de setup em 2,5%.
O terceiro cenário propõem melhorias dos índices OEE das células de usinagem visando o aumento da disponibilidade dos equipamentos. Esta melhoria pode ser obtida por meio da aplicação da ferramenta de TPM (Total Productive Maintenance). Desta forma, o cenário 3 apresentou índices OEE de 40%, 42%, 40%, 55% e 67% respectivamente paras as células 1-5.
O resultado da simulação para o cenário 3 indicou o aumento da produção para 110.905 peças, o que representa um aumento de 27,8% em relação ao cenário 2.
O cenário 4 contempla a implementação das seguintes modificações no cenário 3: redução do tempo de setup de 1,5 horas para 1 hora; melhoria e padronização do OEE de 70% em todas as células de usinagem, eliminação de uma célula de usinagem e redução de um operador por turno.
A simulação do cenário 4 indicou o aumento da produção para 126.153 peças, o que representa um aumento de 14,6% em relação ao cenário 3 e um aumento de 53,5% em relação à condição inicial.
Os resultados da simulação dos cenários propostos podem ser observados na Tabela 2.
Tabela 2 : Resultados da simulação dos cenários propostos.
|
Sistema de Produção |
Cenário I |
Cenário II |
Cenário III |
Cenário VI |
Tempo de Processo (seg.) |
45 |
45 |
45 |
45 |
45 |
Tempo de Setup (Min.) |
210 |
210 |
90 |
90 |
60 |
OEE Célula 01 |
32% |
32% |
40% |
45% |
70% |
OEE Célula 02 |
38% |
38% |
42% |
45% |
70% |
OEE Célula 03 |
35% |
35% |
40% |
45% |
- |
OEE Célula 04 |
50% |
50% |
55% |
70% |
70% |
OEE Célula 05 |
60% |
60% |
67% |
70% |
70% |
Operadores Turno 1 |
05 |
03 |
03 |
03 |
02 |
Operadores Turno 2 |
05 |
03 |
03 |
03 |
02 |
Operadores Turno 3 |
02 |
02 |
02 |
02 |
02 |
Tamanho do Lote (Peças) |
1.500 |
600 |
600 |
600 |
600 |
Quant. Peças Produzidas |
82.169 |
82.169 |
86.726 |
110.905 |
126.153 |
Ganho em relação a condição inicial |
- |
- |
5,5% |
34,9% |
53,5% |
4. Conclusão
Os resultados deste estudo mostraram que a integração das ferramentas de Simulação de Produção e VSM permitem desenvolver um modelo virtual de produção que além de representar o fluxo real da produção é capaz de fornecer cenários de otimização das operações da manufatura, desta forma, pode-se obter o melhor cenário de otimização com um baixo custo e tempo, uma vez que não são necessários testes práticos nos ambientes de produção.
Referências Bibliográficas
Abdulmalek, F.A.; Jayant, R. (2007), "Analyzing the benefits of lean manufacturing and value stream mapping via simulation: A process sector case study", International Journal Production Economics, V.107, 223–236 pp.
Álvarez, R.; Calvo, R.; Peña, M.M.; Domingo, R.(2009), "Redesigning an assembly line through lean manufacturing tools", International Journal Adv. Manufacturing Technology, V.43, 949-958 pp.
GHINATO, P. "Elementos Fundamentais do sistema toyota de produção", In: Produção & Competitividade: Aplicações e Inovações, Editora universitária da UFPE, Recife, 2000
Gurumurthy, A.; Kodali, R. (2011), "Design of lean manufacturing systems using VSM with simulation", Journal of Manufacturing Technology Management, V. 22, Nº 4, .
Law, A.M. (2007), Simulation Modeling and analysis, 4ª Ed, NewYork: McGraw-Hill.
Ohno, T. (1988), The Toyota Production system: Beyond Large Scale Production. Portland, Oregon: Productivity Press.
Oliveira, C.S. (2008), "Aplicação de técnicas de simulação em projetos de manufatura enxuta". Estudos Tecnológicos, V. 4, Nº3, 204-217pp.
Pritsker, A. A.; O’Reilly J. J. (1999), Simulation with visual SLAM and AweSim, Wiley, New York.
Rother, M.; Shook, J. (1999). Learning to See. Version 1.2. Brookline, Massachusetts, USA.
Seth, D.; Seth, N.; Deepak, G. (2008), "Application of value stream mapping (VSM) for minimization of wastes in the processing side of supply chain of cottonseed oil industry in Indian context", Journal of Manufacturing Technology, V.19, Nº 4, 529-550 pp.
Silva, L.S.; Rentes, A.F. (2012), "Um modelo de projeto de layout para ambientes job shop com alta variedade de peças baseado nos conceitos da produção enxuta", Gestão e Produção, V.19, Nº 3, 531-541 pp.
Singh, B.; Garg, S. K.; Sharma, S. K. (2011), "Value Stream Mapping: literature review and implications for Indian industry", Int. Journal of Manufacturing Technology, V. 53, 799-809 pp.
Solding, P.; Gullander, P. (2009): "Conceitos Para Simulação de mapeamento com base de Fluxo de Valor", In: Anais da Conferência Simulação de Inverno, 2231-2237 pp.
Vinodt, S.; Arvind, K.R.; Somanaathan, M. (2010), "Application of value stream mapping in an Indian camshaft manufacturing organization", Journal of Manufacturing Technology Management, V. 21, Nº 7.
Womack, J. P; Jones, D. T; Roos, D. (1990), The machine that Changed the World, New York: Macmillan.