1. Introdução
1.1 Desenvolvimento de produto
Para TOLEDO (2006) o processo de Desenvolvimento de Produto é importante no processo de um negócio, pois proporciona um aumento na competitividade entre as organizações. ROZENFEL et al. (2000) destaca que cada vez mais tem sido ampliado o escopo do processo de desenvolvimento de produto. JURAN e GRYNA (1992) definem o desenvolvimento de produtos como “uma etapa da espiral da qualidade que traduz as necessidades do usuário, descobertas por intermédio de informações de campo, num conjunto de requisitos do projeto do produto para a fabricação”.
1.2 Inovação
A introdução de novos produtos no mercado e o incentivo de pesquisas acadêmicas e/ou empresariais que sejam focadas no desenvolvimento de produtos faz-se de muita importância, pois vai ao encontro de conceitos amplamente debatidos atualmente como, por exemplo, a inovação.
Na visão da Organization for Economic Co-Operation and Development (OECD) a definição de inovação é:
... a implementação de um produto (bem ou serviço) novo ou significativamente melhorado, ou um processo, ou um novo método de marketing, ou um novo método organizacional nas práticas de negócios, na organização do local de trabalho ou nas relações externas (OECD, 2005).
O Manual de Oslo, o qual propõe diretrizes para coleta e interpretação de dados sobre inovação tecnológica, na sua versão de 2005, identifica que existem quatro tipos de inovação:
- Inovação de produto: é quando se tem a introdução de um produto ou serviço atualizado ou melhorado em relação aos produtos já existentes.
- Inovação de processo: consiste na implementação ou implantação de um novo e/ou melhorado método.
- Inovação organizacional: é a implementação de um novo processo gerencial, por exemplo. Consiste em utilizar um modelo organizacional que, ainda, não é utilizado pela empresa.
- Inovação de marketing: implementação de novos modelos de marketing voltado as necessidades dos clientes.
Ainda, o inovar pode ser caracterizado pela existência de dois tipos de inovações: a) inovação incremental (também chamada por alguns autores como inovação por processo de melhoria contínua): entendida como a melhoria de um produto ou processo cujo desempenho tenha sido melhorado ou a reconfiguração de uma tecnologia existente (Adaptado HBE, 2003). Proporcionam a ocorrência de melhorias de forma contínua e caracteriza-se por abordar invenções ou melhorias. b) inovação radical: quando se tem um produto ou serviço, o qual se difere daqueles semelhantes que existem no mercado. Tais inovações podem envolver tecnologias radicalmente novas ou podem basear-se na combinação de tecnologias existentes (Adaptado HBE, 2003).
Portanto, verifica-se neste trabalho o desenvolvimento de uma inovação voltada ao produto de caráter, inicialmente, radical que posteriormente necessita de atualizações para que seja aplicável.
1.3 Mecanização agrícola
SILVA et al. (2010) cita que com o processo de globalização da economia e a competitividade dos produtos agrícolas, passa a ser fundamental a adoção de novos métodos e técnicas de produção para o sucesso de qualquer atividade agrícola. O uso da mecanização agrícola nas diversas operações de campo é uma das grandes ferramentas que impulsionou o aumento da produção mundial de grãos, trazendo aos produtores rurais diversos benefícios, entre estes, a redução de custos e a rapidez na realização das operações de campo (OLIVEIRA et al., 2007). Ainda, conforme ARCOVERDE et al. (2011) com o surgimento da mecanização, várias atividades agrárias se tornaram mais simples e práticas do que quando o trabalho era predominantemente realizado de forma manual ou com o auxílio da tração animal. Logo, a intensificação do uso da mecanização na agricultura vem exigindo novos investimentos em máquinas com maior potência e tecnologia incorporada, para atender às diversas demandas das atividades agrícolas (PIACENTINI et al., 2012). Assim, o objetivo deste trabalho é desenvolver um sistema mecanizado para a cultura do alho, através da construção de uma máquina plantadora.
TEIXEIRA et al. (2009) identificou os principais maquinários utilizados pelos agricultores do Rio Grande do Sul. As máquinas citadas foram: colhedora de feijão, colhedora de milho, moedor de amendoim, triturador de palha, distribuidor de calcário, enxada rotativa, roçadora para trator de duas rodas, bomba para pulverização, capinadora, capinadora para hortaliças (entre linhas), espremedor de laranjas, moinho de trigo e colhedora de batatas, semeadora de mudas de hortaliças. Ainda foram citadas pelo autor a semeadora de sementes miúdas e a máquina de descascar amendoim, o trator de duas rodas e a semeadora para milho e feijão (TEIXEIRA, 2009). Nota-se a falta de um maquinário utilizado para a cultura do alho.
1.4 A cultura do alho
A importância econômica da cultura do alho aumentou sensivelmente nos últimos anos, não só pelo seu uso como especiaria, mas também por algumas qualidades terapêuticas que lhe são atribuídas. No Brasil, o alho tem grande importância econômica e social, já que é uma hortaliça cultivada, na grande maioria, por pequenos produtores, com utilização intensa de mão de obra EMBRAPA (2004) citado por (QUEIROZ, 2010). O Brasil, tradicional importador de alho, vem reduzindo sua dependência externa graças ao desenvolvimento de novas tecnologias e expansão do cultivo de alhos nobres (FEITOSA et al., 2009). Até o final dos anos setenta, a cultura do alho permaneceu estagnada no Brasil, caracterizando-se por não ser uma atividade economicamente organizada e sim como uma atividade de subsistência. O país cultivou alho na faixa dos 18 mil hectares, no final dos anos 80 e no início da década de 90, reduzindo em muito a produção no final dessa mesma década. As áreas de plantio voltaram a crescer no início dos anos dois mil e recuaram novamente em 2004, estabilizando-se até 2008, quando novamente houve uma redução na área. A área de plantio de alho no Brasil em 2008 foi a menor dos últimos 20 anos. Os Estados de Minas Gerais, do Rio Grande do Sul, de Santa Catarina, Goiás e da Bahia são responsivos por 90% da produção brasileira de alho (MACÊDO et al., 2009).
1.5 Objetivos e justificativa
A mecanização do alho é utilizada principalmente para o preparo do solo. A debulha, plantio, classificação, beneficiamento e colheita são feitos, geralmente, de forma manual pelo agricultor. A utilização da mão de obra na debulha é devida à impropriedade das máquinas. Além disso, o uso de peneiras nas máquinas para classificação dos bulbilhos, por tamanho e forma, não é eficiente, pois só se pode estabelecer uma correlação entre esses dois fatores e o peso do bulbilho quando se trata de cultivares com “dentes” de formas bem definidas. Assim sendo, tal sistema de classificação não atinge o requisito principal dele exigido, que é a seleção de bulbilho por peso. Com a mecanização apresentada neste trabalho e suas atualizações, a cultura do alho poderá ser implantada em grande parte do território nacional, nos locais em que as condições de clima, solo e período apresentarem-se favoráveis. Por fim, o objetivo deste estudo é mostrar os resultados obtidos da primeira versão de um protótipo de uma máquina plantadora de alho. A metodologia utilizado no trabalho é a proposta por PAHL (2007), a qual identifica que após a descrição dos requisitos, elabora-se uma estrutura de funções, a qual descreve as tarefas básicas que devem ser executadas pela máquina.
2. Materiais e métodos
De início, fez-se um estudo das reais necessidades dos produtores de alho, através de visitas aos principais municípios produtores da região sul do país. Após, objetivando identificar os requisitos e parâmetros do projeto, foi organizada uma coleta de informações em livros, relatórios de pesquisa, artigos de revistas técnicas, depósitos de patentes no Instituto Nacional de Propriedade Industrial (INPI) e folhetos de fabricantes.
O início do projeto ocorre através do direcionamento para identificar quais são as necessidades do consumidor. Das respostas do consumidor saem os requisitos do projeto. Na determinação destes requisitos, consideram-se os ambientes que estarão interagindo com o produto e as restrições que estes poderão impor durante as diversas fases do ciclo de produção-consumo.
Com os ambientes definidos, determina-se de que modo eles podem restringir ou influenciar o produto a ser desenvolvido. Para o sistema mecanizado, composto de um conjunto de máquinas, as restrições devem ser identificadas para cada uma delas, prevendo-se compatibilidades entre si.
Na fase de projeto das máquinas do sistema, os elementos considerados foram o alho e o consumidor. Utilizou-se o diagrama de Ishikawa (Espinha de peixe) para analisar as restrições impostas pelos elementos influenciadores do produto na fase de projeto. Através da utilização desse diagrama, identificam-se os elementos influenciadores na fase de fabricação, de uso e de manutenção. A figura 1 apresenta as restrições impostas às máquinas componentes do sistema mecanizado na fase de fabricação. Aplicou-se o mesmo sistema em todas as outras fases do projeto.
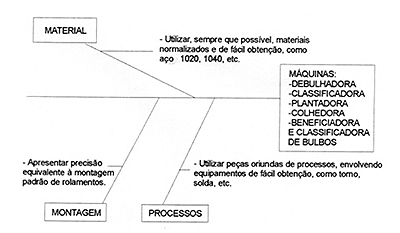
Figura 1 - Restrições impostas às máquinas componentes do sistema mecanizado na fase de fabricação.
Considerando-se os requisitos estabelecidos como ponto de partida, foram desenvolvidas as fases de projeto conceitual, projeto preliminar e projeto detalhado dessa concepção. Seguiu-se a metodologia proposta por PAHL (2007), na qual, após a descrição dos requisitos, elabora-se uma estrutura de funções, a qual descreve as tarefas básicas que devem ser executadas pela máquina. A seguir, com o uso do método da matriz morfológica, geram-se as concepções alternativas para a solução do problema proposto. Fazendo uso do método da função critério, identifica-se a solução mais adequada aos requisitos desejados.
Escolhida a concepção, iniciou-se o projeto preliminar com a utilização de modelos matemáticos, usuais no processo de dimensionamento dos subsistemas que compõem a máquina. Concluído o projeto preliminar, a próxima etapa é detalhá-lo e, a seguir, construir o protótipo. Ainda, são realizados os testes de desempenho deste protótipo. Inicialmente, cada conjunto é desmembrado e seus diversos elementos. A seguir, faz-se a seleção dos materiais utilizados nos elementos visando à viabilização da montagem. Uma vez definida a máquina a ser projetada, deve-se detalhar os elementos e conjuntos que compõem a solução apresentada, de modo a atender os requisitos estabelecidos. O detalhamento maior refere-se à especificação dos componentes padronizados, determinação das dimensões dos elementos, seleção dos materiais e indicação dos processos de fabricação e tem o objetivo de permitir a construção do protótipo. Posteriormente, o protótipo é testado e sugestões de melhorias são propostas. A figura 2 apresenta um esquema da metodologia utilizada pelos autores do trabalho.
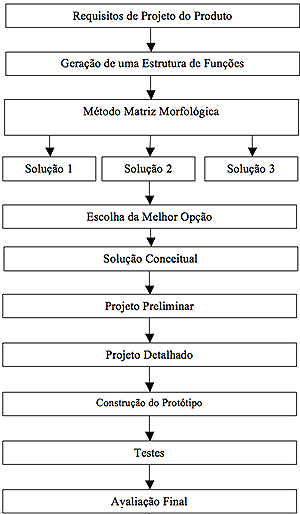
Figura 2 – Metodologia.
3. Resultados e discussão
3.1 Conjunto estrutural da máquina
A seguir serão apresentados os componentes dos conjuntos estruturais da máquina plantadora de alho.
Com o objetivo de sustentar os subsistemas concebidos e permitir o acoplamento da máquina na unidade de tração, assegurando uma estrutura compacta, foi idealizada a estrutura dos módulos. Inicialmente, realizaram-se estudos tentando identificar a natureza, intensidade e direção das possíveis forças que a máquina estaria sujeita. Na sequência, foram propostas diversas configurações espaciais para a estrutura em questão. Para a escolha da melhor opção, considerou-se fatores como: facilidade de fabricação e montagem, utilização de material e padronização de partes.
Após vários estudos, chegou-se à configuração mostrada na figura 3, na qual são mostrados os apoios dos conjuntos de alimentação, individualização e posicionamento (1). Observa-se que essa solução considera que todo o peso próprio da máquina é transferido diretamente para a estrutura principal, através de barras retangulares ligadas pelo eixo da roda de plantio (2). O sistema articulado (3) proporciona aos módulos acompanhar o relevo do terreno, mantendo as ponteiras em contato com o solo. Uma estrutura de suporte, constituída pelo elemento triangular (4), permite o acoplamento da máquina no trator aos três pontos deste, pelos pinos de ligação, e o ajuste de regulagem de espaçamentos entre módulos, para a obtenção da densidade desejada de plantas. A fim de evitar o desperdício de sementes, quando do transporte da máquina em terreno não preparado para plantio ou entre canteiros, por exemplo, foi previsto um limitador de curso do movimento de articulação do módulo (5), permitindo o seu levante para deslocamentos.
A operação com engate livre nos três pontos do trator, usando o disco de plantio (6) para controle de profundidade, foi escolhida por oferecer uma melhor uniformidade na profundidade de trabalho, necessidade expressa na relação de requisitos desejados. O elemento (7) serve para fixação do sulcador.
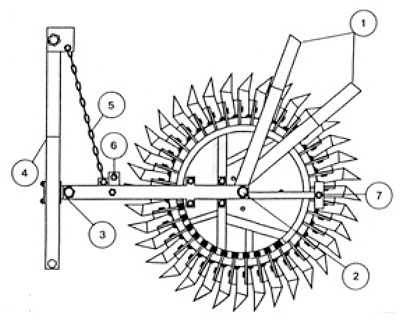
Figura 3 – Esquema da estrutura da máquina.
Considerando o espaçamento entre linhas plantadas de 250 mm, adotou-se, para o contentor superior, a largura de 150 mm e capacidade básica de armazenagem de, aproximadamente, 1500 sementes de alho, prevendo a realização de 50 abastecimentos durante o plantio de um hectare, com a possibilidade de aumento através de reservatório complementar. As dimensões do contentor e do rotor extrator são mostradas nas figura 4 e 5.
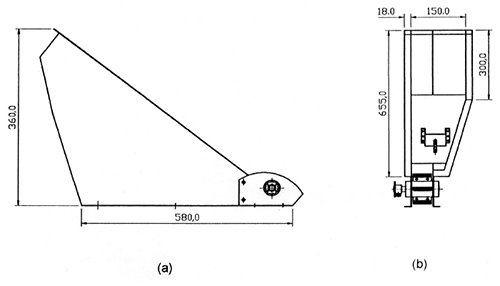
Figura 4 – Contentor de sementes e suas dimensões (mm). (a) Vista lateral. (b) Vista frontal. Container of seeds and its dimensions (mm). (a) Side view. (b) Front view.
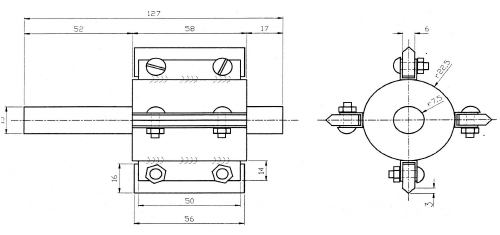
Figura 5 – Rotor extrator e suas dimensões (mm). (a) Vista lateral. (b) Vista frontal.
Na sua parte interna existe o elemento regulador de vazão com acionamento feito por parafuso com porca e contraporca e articulação, através de dobradiças. O rotor extrator, acoplado à parte frontal do contentor através de parafusos, é composto de quatro elementos retangulares de borracha e acionado por roda dentada.
O dispositivo para transporte dos bulbilhos, do contentor ao subsistema individualizador é mostrado na figura 6. As dimensões da correia dentada foram determinadas a partir das características morfológicas da semente, utilizando-se elementos padronizados disponíveis comercialmente.
A correia transportadora sincronizada é constituída por uma tira de borracha de 50,8 mm de largura, 1219,20 mm de comprimento e 29 dentes de espuma de borracha espaçados entre si em 42 mm, com 20 mm de altura e espessura e 50 mm de comprimento, colados à tira (1). A estrutura de apoio do conjunto da correia é composta por duas chapas laterais (2), ligadas através de um perfil em forma de U (3). As chapas laterais apresentam rasgos (4) que servem para dar entrada ao eixo da polia tensora (5) e permitir o deslocamento dessa polia para tencionar a correia. A tensão é obtida ao apertar a porca (6) que desloca o parafuso (7), o qual movimenta o eixo (8) apoiado por mancais. O mancal (9) é fixo à chapa lateral (2) e serve de apoio ao eixo (10) da polia sincronizada transmissora (11). O eixo (10) possui em uma extremidade as rodas dentadas (12), que acionam a correia e o rotor extrator e, na outra, a cruzeta (13), que aciona o conjunto individualizador.
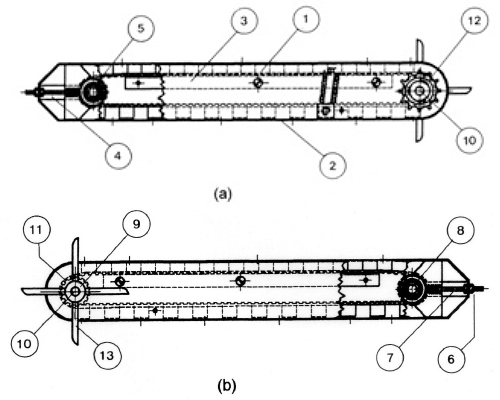
Figura 6 – Esquema da estrutura da correia transportadora. (a) Vista anterior. (b) Vista posterior.
O conjunto de individualização (figura 7) é composto de um dispositivo individualizador de sementes, um contentor e um canal condutor que as leva ao subsistema posicionador.
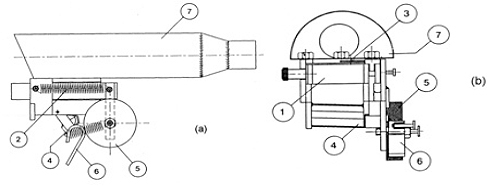
Figura 7 – Esquema do dispositivo individualizador. (a) Vista lateral. (b) Vista superior.
A lâmina (1) possui movimento alternativo gerado pela cruzeta e mola (2) com limite de curso através de parafuso. A trave (3) evita a sobreposição de sementes. O elemento separador (4) é provido de movimento de rotação promovido pela roda (5) e came (6). As sementes individualizadas são conduzidas pelo canal (7) ao conjunto posicionador. O excesso de sementes é coletado pelo contentor inferior.
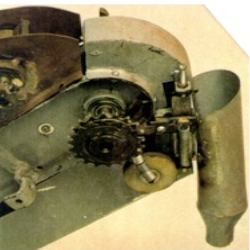
Figura 8 – Protótipo do conjunto individualizador. Detalhe da mola de retorno e parafuso limitador de curso.
O contentor inferior colocado abaixo da correia transportadora possui capacidade aproximada para armazenamento de 500 sementes.
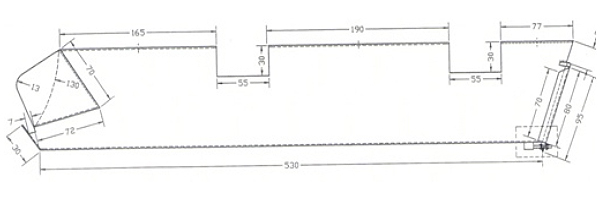
Figura 9 – Contentor inferior de sementes e suas dimensões (mm). (a) Vista lateral.
O conjunto de posicionamento (Figura 10) é formado pelos discos posicionadores (1) e (2), a capa (3) e o mecanismo de embreagem (4). A roda dentada (5) transmite movimento ao conjunto de alimentação.
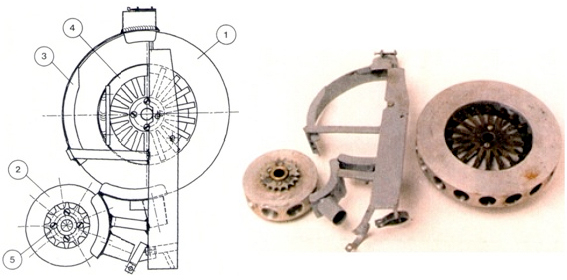
Figura 10 – Esquema e elementos do conjunto de posicionamento.
O conjunto de plantio é composto por um disco com ponteiras articuladas (figura 11), um sulcador e um tapador de sulco (figura 12). O disco de plantio sustenta a máquina e permite a abertura de covas, para posterior deposição dos bulbilhos no solo, à profundidade de 90 mm. O disco é composto de dois anéis horizontais (1) e (2). O anel interno possui 36 orifícios com 31 mm de diâmetro, espaçados de 50 mm entre centros. A união dos anéis se dá através de um disco vertical (3), onde estão fixadas as ponteiras de plantio (4).
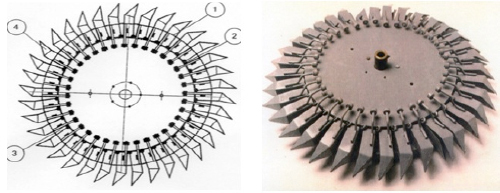
Figura 11 – Esquema do disco de plantio e protótipo do disco de plantio – vista anterior.
----
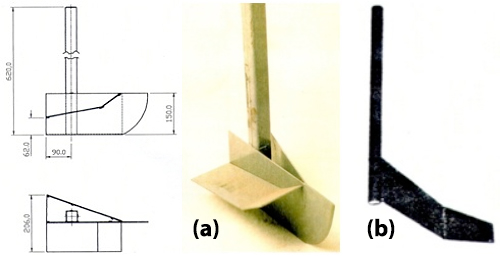
Figura 12 – Sulcador com suas dimensões (mm) e seu protótipo. (a) Protótipo do tapador de sulco.
As ponteiras (figura 13) possuem o corpo em secção quadrada e afunilamento cônico inclinado. Duas das faces da ponteira possuem movimento de articulação com abertura oblíqua externa através de pino-guia. A guia está fixa à estrutura da máquina e forma um anel. Os pinos são fixos à face móvel da ponteira.
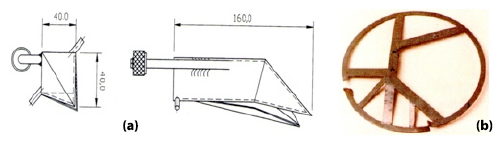
Figura 13 – (a) Ponteira de plantio e suas dimensões. (b) Protótipo do anel guia.
Considerando-se a complexidade dos dispositivos que compõem os subsistemas da máquina plantadora, estabeleceu-se que a velocidade de trânsito da máquina deve ser de 300 m/h. Para isso, fixou-se o diâmetro externo da roda de plantio (tratora) em 700 mm que, na rotação de 2,3 RPM, garante a velocidade desejada. A figura 14 mostra o esquema do sistema de transmissão de potência proposto para o funcionamento de todos os componentes da máquina. O acionamento deste sistema ocorre a partir de uma roda (T-1), situada no eixo (1), com 36 dentes e velocidade de 2,3 RPM. Através do movimento de uma corrente de rolo até a roda (T-2) com 18 dentes, montada em seu eixo (2), obtém-se uma velocidade de 4,6 RPM. Outra roda dentada (T-3) tem por finalidade permitir a inversão de movimento na roda (T-2) de 18 dentes. Com rotação inversa a da roda de plantio, mais uma roda (T-4) com 36 dentes, situada no eixo (2) e com centro no disco posicionador (O-1) transmite movimento através de corrente de rolo até a roda (T-5), com 18 dentes, que está montada em seu eixo (3) e com centro no disco posicionador (O-2). Com esse sistema se obtém uma velocidade de 9,2 RPM. Como a roda dentada (T-6) tem por finalidade inverter o sentido de giro da roda (T-5), os discos posicionadores (O-1) e (O-2) giram em sentidos opostos.
A roda (T-7) com 18 dentes, situada na extremidade do eixo (3), acionando a correia transportadora, transmite movimento, à velocidade de 9,2 RPM, até a roda (T-8) de 18 dentes, montada em um eixo (4). Neste eixo a roda (T-9) de 18 dentes transmite movimento à roda (T-10) com 9 dentes acionando o elemento extrator com velocidade de 18,4 RPM. A configuração final da máquina é mostrada na figura 20. Visando a proteção do operador da máquina, capas em plástico reforçado com fibra de vidro foram projetadas e desenvolvidas para atender a tal função.
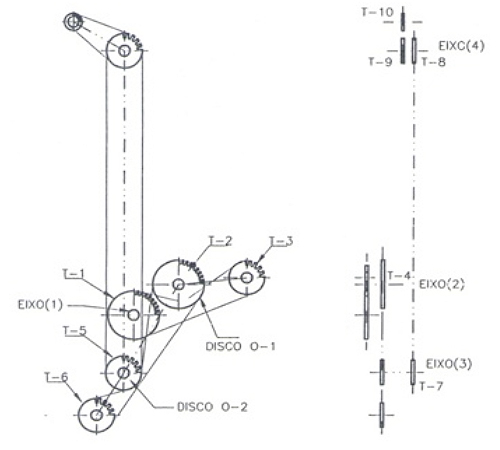
Figura 14 – Conjunto de transmissão.
-------

Figura 15 – Vista anterior do protótipo da máquina plantadora.
A máquina plantadora permite o plantio de sementes com espaçamento de 80 mm entre si na linha, com possibilidade de afastamentos de 250 mm, utilizando como referência a largura do módulo construído, que possui 230 mm de largura. Assim, é possível o plantio de sementes em uma ou mais linhas. Quanto à profundidade de plantio, as sementes são depositadas em profundidades entre 60 e 80 mm abaixo da superfície do solo.
3.2 Testes do protótipo
Os testes possuem como objetivo verificar o funcionamento dos conjuntos de alimentação, individualização, posicionamento e plantio de bulbilhos. Ademais, os testes servem para detectar as possíveis falhas apresentadas nesses conjuntos, de forma a ser possível propor soluções para a melhoria de seus funcionamentos. Em uma primeira fase, realizaram-se as verificações em laboratório testando os subsistemas de forma individual e, posteriormente, com a máquina plantadora em campo. Considerou-se como semente apta aquela a qual saiu do subsistema considerado, ou da máquina, sem apresentar danos. Foram captadas as sementes usadas nos ensaios junto às saídas dos conjuntos e colocadas em sacos plásticos, para posteriormente serem avaliadas os danos nas mesmas.
Nos primeiros testes individuais dos conjuntos, obteve-se um desempenho pouco satisfatório dos componentes da máquina, uma vez que as funções especificadas – alimentação, individualização, posicionamento e plantio – não foram realizadas a contento, devido aos seguintes problemas observados:
1. Conjunto de alimentação: excessiva restrição criada pelo elemento regulador de vazão do contentor à passagem de sementes, provocando falhas na alimentação da correia transportadora. Ainda, houve retirada excessiva de sementes localizadas nos espaços entre os dentes da correia transportadora pelos elementos do rotor extrator.
2. Conjunto de individualização: passagem direta das sementes da correia transportadora ao contentor inferior, devido ao elevado tempo de permanência da lâmina do dispositivo individualizador na posição superior. Ocorreu a retenção de bulbilhos sobre a lâmina do dispositivo individualizador, devido à falta de espaço de escape destes com o contentor inferior.
3. Conjunto de posicionamento: retenção dos bulbilhos, pelo ápice, nos orifícios das cavidades de um dos discos posicionadores. Ainda, ocorreu cisalhamento dos bulbilhos.
4. Conjunto de plantio: Retenção dos bulbilhos, por tombamento, nos orifícios da roda de plantio.
Depois de realizadas modificações pertinentes nos conjuntos, deu-se prosseguimento a uma nova bateria de avaliações na máquina. Essa segunda etapa de testes de laboratório possui o objetivo de verificar a repetibilidade proporcionada pelos novos dispositivos, e a influência de diferentes velocidades de trabalho sobre o desempenho da máquina e dos conjuntos de alimentação, individualização, posicionamento e plantio.
Para a identificação do número de sementes danificadas e eficiência da máquina em cada um dos requisitos, fez-se a utilização da média aritmética:
![]() (1)
(1)
Constata-se no conjunto de alimentação (Tabela 1) que a variável “velocidade”, dentro dos parâmetros considerados (270-330 m/h), não influenciou significativamente a taxa de fornecimento de sementes. A maioria dos danos ocorridos nas sementes foi do tipo amassamento, e deram-se na passagem destas pelo rotor extrator.
Tabela 1 - Resumo dos dados obtidos no teste do conjunto de alimentação - amostra = 100 sementes/20 observações.
Velocidade (m/h) |
Nº considerado de espaços da correia |
Nº médio de espaços da correia que transportaram uma ou mais sementes aptas |
Nº médio de sementes danificadas Nº % |
Nº médio de sementes por espaço da correia |
Captação (%) |
270 |
36 |
33,4 |
0,8 1,9 |
1,24 |
92,7 |
300 |
36 |
32,1 |
0,7 1,7 |
1,26 |
89,1 |
330 |
36 |
32,3 |
0,9 2,2 |
1,22 |
89,7 |
Media geral |
- |
32,7 |
0,8 1,9 |
1,24 |
90,5 |
Fonte: Autor.
Verificou-se no conjunto individualizador (Tabela 2) um elevado percentual de sementes danificadas. São danos do tipo cisalhamento, provocados pela lâmina do dispositivo individualizador.
Tabela 2 - Resumo dos dados obtidos no teste do conjunto de individualização.
Velocidade (m/h) |
Nº de sementes introduzidas |
Nº médio de sementes aptas individualizadas |
Nº médio de sementes danificadas |
Nº médio de falhas – Zero, duas ou mais |
Eficiência (%) |
270 |
100 |
52,4 |
3,6 |
23,2 |
52,4 |
300 |
100 |
53,1 |
5,1 |
24,6 |
53,1 |
330 |
100 |
52,8 |
4,4 |
22,8 |
52,8 |
Media geral |
- |
52,7 |
4,3 |
23,5 |
52,7 |
Fonte: Autor
Testou-se o conjunto de posicionamento com 100 amostras de sementes, observadas 20 vezes, introduzidas não aleatoriamente na posição vertical com ápice para cima (VAC) ou vertical com ápice para baixo (VAB) (10 observações em cada posição) no canal de descarga do dispositivo individualizador.
Tabela 3 - Resumo dos dados obtidos no teste do conjunto de posicionamento.
Velocidade (m/h) |
Nº de sementes introduzidas |
Nº médio de sementes posicionadas |
Nº médio de sementes danificadas |
Eficiência (%) |
270 |
100 |
56,4 |
8,8 |
56,4 |
300 |
100 |
59,4 |
8,8 |
59,4 |
330 |
100 |
56,7 |
9,1 |
56,7 |
Media geral |
- |
57,5 |
8,9 |
57,5 |
Fonte: Autor.
Verifica-se que, com o aumento da velocidade, aumenta-se também o número de bulbilhos danificados. Esses danos ocorreram na capa dos discos posicionadores e foram do tipo cisalhamento.
O teste com o conjunto de plantio tem como objetivo verificar a posição da semente no que se refere à abertura da ponteira. O procedimento utilizado consistiu em introduzir os bulbilhos na posição vertical com ápice para cima pela parte superior das ponteiras e a posterior verificação dessa abertura. Não se estudou a profundidade da deposição.
Tabela 4 - Resumo dos dados obtidos no teste do conjunto de plantio - amostra = 100 sementes/20 observações.
Velocidade (m/h) |
Nº de sementes introduzidas |
Nº médio de sementes aptas depositadas posicionadas |
Nº médio de sementes danificadas |
Eficiência (%) |
270 |
100 |
73,2 |
0,5 |
73,2 |
300 |
100 |
71,7 |
0,3 |
71,7 |
330 |
100 |
70,5 |
0,7 |
70,5 |
Media geral |
- |
71,8 |
0,5 |
71,8 |
Fonte: Autor.
O processo de fabricação das ponteiras, através de chapas soldadas, não se mostrou o mais adequado, pela presença de superfícies não arredondadas, que prejudicaram o escorregamento das sementes em seu interior, prejudicando a eficiência do dispositivo.
Por fim, realizou-se o teste da máquina plantadora, ainda em bancada. Para tal teste, considerou-se como amostra 36 sementes em corrida de 2,19 metros (perímetro da roda de plantio) observadas 20 vezes. Fez-se o teste com a introdução de 36 bulbilhos no contentor superior e, posteriormente, verificou-se o número dos liberados pelas ponteiras, posicionados e aptos para o plantio, isto é, sem danos (Tabela 5).
Tabela 5 - Resumo dos dados obtidos no teste da máquina plantadora.
Velocidade (m/h) |
Nº esperado de sementes por corrida |
Nº médio de sementes por corrida Nº % |
Nº médio de sementes posicionadas Nº % |
Nº médio de sementes aptas posicionadas Nº % |
Nº médio de sementes posicionadas danificadas Nº % |
270 |
36 |
12,6 35,0 |
8,1 22,5 |
7,1 19,7 |
1,0 12,3 |
300 |
36 |
12,2 33,9 |
7,9 21,9 |
7,0 19,4 |
0,9 11,4 |
330 |
36 |
13,4 37,2 |
7,5 20,8 |
6,6 18,3 |
0,9 12,0 |
Media geral |
- |
12,7 35,8 |
7,8 21,7 |
6,9 19,1 |
0,9 11,9 |
Fonte: Autor.
Verificou-se na máquina o elevado número de falhas ocorridas, fazendo com que, de um número esperado de 36 sementes por corrida, houvesse uma redução para a média de 12,7 bulbilhos, em 20 observações. Estas falhas foram devido a acavalamentos e danificações nos bulbilhos. Das 12,7 sementes liberadas, apenas 6,9 estavam posicionadas e aptas para o plantio, isto é, 19,1% dos bulbilhos esperados.
3.3 Testes de campo
Analisou-se o desempenho dos conjuntos da máquina em velocidades de trabalho superiores à especificada (300 m/h). Os primeiros problemas verificados foram o levantamento da máquina pelo sulcador, em locais com solos pouco profundos, e o tombamento das sementes dentro das ponteiras. A solução para o primeiro problema foi à mudança da forma do sulcador, com a retirada da função de subcompactação do solo. Para as ponteiras, a solução adotada foi a adoção de processos de fabricação que permitam o arredondamento das suas superfícies internas. A tabela 6 apresenta os resultados referentes aos testes realizados.
Tabela 6 – Resultados teste de campo.
Amostra |
Nº de sementes depositadas nas covas Nº % |
Nº de sementes aptas depositadas nas covas na posição VAC Nº % |
Nº de sementes aptas depositadas na posição VAC e em profundidade de 60 a 80 mm Nº % |
1 |
12 33,3 |
6 16,6 |
6 16,6 |
2 |
10 27,8 |
5 13,9 |
4 11,1 |
3 |
11 30,5 |
5 13,9 |
5 13,9 |
4 |
10 27,8 |
5 13,9 |
4 11,1 |
5 |
11 30,5 |
6 16,6 |
6 16,6 |
6 |
14 38,9 |
8 22,2 |
7 19,4 |
7 |
12 33,3 |
7 19,4 |
7 19,4 |
8 |
10 27,8 |
6 16,6 |
6 16,6 |
9 |
9 25,0 |
4 11,1 |
4 11,1 |
10 |
12 33,3 |
6 16,6 |
5 13,9 |
Média |
11,1 30,83 |
5,8 16,1 |
5,4 14,5 |
Fonte: Autor - Amostra = 36 sementes/corrida = 2,19 M
O elevado número de falhas ocorridas nos conjuntos reduz o número esperado de sementes de 36 para 11,1, em media, de 10 observações. Destas 11,1 sementes, apenas 5,4 estão aptas para plantio, na posição VAC e dentro da faixa requerida de profundidade de 60 a 80 mm, resultando na eficiência de 15% para a máquina plantadora. Essa eficiência está abaixo daquela conquistada por SIXTO & SERWATOWSKI (1996), que obtinham, em uma máquina plantadora pneumática, com velocidade de avanço não menor que 1 m/s, uma eficiência de deposição de sementes no solo de aproximadamente 90 %.
4. Conclusões
O requisito estabelecido para a máquina, de operar em pequenos e médios tratores nacionais, não pôde ser atendido. O funcionamento dos mecanismos desenvolvidos limita a velocidade de operação a, aproximadamente, 300 m/hora. O problema que ocorreu na máquina em velocidades muito maiores que a nominal foi à danificação por cisalhamento das sementes no dispositivo posicionador (em média 8,9%). A máquina é suspensa no trator por três pontos. Devido ao peso relativamente baixo (300 Kg com 5 módulos) o implemento pode ser manobrado por dois homens, quando do acoplamento ao trator. A remoção dos módulos, fixados à barra de sustentação através de parafusos, facilita o acesso às diferentes partes do conjunto. O módulo projetado apresenta as seguintes dimensões limites: comprimento – 1650 mm, largura – 230 mm e altura 1370 mm, o que dá ao conjunto de cinco linhas uma aparência bastante compacta. Uma verificação no protótipo conduz à conclusão de que ele apresenta algumas peças de relativa complexidade nas suas construções, exigindo uma infraestrutura com processos de fundição, torneamento, etc. Contudo, pode-se dizer que a máquina é de fabricação relativamente simples, pois os processos utilizados em sua construção já são amplamente difundidos na área de construção metal - mecânica. Como sugestões de melhoramentos pode-se destacar a utilização de sistemas pneumáticos, nos conjuntos individualizador e posicionador, com o uso destes sistemas pode ocorrer à melhora de eficiência da máquina atual. Através dos testes verificou-se que o princípio de funcionamento da roda de plantio é viável, mas novos desenvolvimentos podem ser realizados, como por exemplo: a robustez do dispositivo para abertura e fechamento das ponteiras deve ser reestruturada, evitando-se a sua frequente quebra; o controle de profundidade de penetração da ponteira no solo poderá ser realizado por ela mesma, sem a necessidade da presença do anel externo e a utilização de chapas dobradas e soldadas na construção das ponteiras do protótipo não é adequada, exigindo-se novos estudos para a sua construção.
Por fim, pode-se concluir que, com a finalização do protótipo, obteve-se uma máquina a qual se apresenta como um produto inovador e que com atualizações pode ser produzida.
5. Referências
ARCOVERDE, S.N.S.; CORTEZ, J.W.; JÚNIOR, C.O.P.; NAGAHAMA, H.J. (2011); “Nível de Ruído Emitido por Conjuntos Mecanizados em Função da Velocidade e da Condição do Solo”. Revista Brasileira de Ciências Agrárias. v.6, n.3, p.514-520, Recife – PE
BARTOS, J.; HOLIK, K. (1985); Intenzifikace Vyroby Cesneku (Allium sativum L.) Zpresnenim Strojni Vysa dby. Sbornik Uvtiz, Zahradnictvi. p. 195-201, Czechoslovakia, Olomouc.
FEITOSA, H.O.; JUNQUEIRA, R.M.; GUERRA, J.G.M.; TEIXEIRA, F.V. (2009); “Avaliação de cultivares de alho em três regiões do Estado do Rio de Janeiro cultivados sob sistema orgânico”. Revista Brasileira de Ciências Agrárias. v.4, n.4, p.399-404, Recife – PE.
JURAN, J.M. e GRYNA, F.M. (1992); Controle da Qualidade Handbook, Métodos Estatísticos Clássicos Aplicados à Qualidade. 4ª ed. São Paulo: Makron Books.
MACÊDO, F.S.; SOUZA, R.J.;CARVALHO, J.G.; SANTOS, B.R.; LEITE, L.V.R. (2009); “Produtividade de alho Vernalizado em Função de Doses de Nitrogênio e Molibdênio”. Bragantia vol.68 nº.3 Campinas, 2009.
OCDE. Manual de Oslo – Diretrizes para a coleta e interpretação de dados sobre Inovação. (2005); Tradução FINEP. Disponível em: www.finep.org.br.
MATTAR, Danielle M. P.; DALLMEYER, Arno U.; SCHLOSSER, José F. e DORNELLES, Marçal E. (2010); “Conformidade de acessos e de saídas de postos de operação em tratores agrícolas segundo norma NBR/ISO 4252”. Rev. Engenharia Agrícola , v..30, n.1, pp. 74-81.
PAHL, G.; BEITZ, M.; SCHULZ, H.; JARECKI, U. (2007); Enginnering Design: A Systematic Approach. Springer, Verlag, London 3ª Ed.
PIACENTINI L.; SOUZA E. G.; URIBE-OPAZO M. A.; NÓBREGA L. H. P.; MILAN M.(2012);“Software para estimativa do custo operacional de máquinas agrícolas – MAQCONTROL”. Rev. Engenharia Agrícola, v.32, Jaboticabal , 2012.
OLIVEIRA, E.; SILVA, F.M.; SOUZA, Z.M.; FIGUEIREDO, C.A.P. (2007); “Influência da colheita mecanizada na produção cafeeira”. Ciência Rural, Santa Maria, v.37, n.5, p.1466-1470, 2007.
Organization for Economic Co-Operation and Development (OECD). Disponível em: http://www.oecd.org/. Acesso em dezembro de 2012.
QUEIROZ, Y.S., “Efeito do Processamento do Alho (Allium sativum L.) sobre os seus Compostos Bioativos e Potencial Antioxidante in vitro e in vivo. 2010. 161 f. Tese. (Doutorado Programa de Pós-Graduação em Nutrição em Saúde Pública). Universidade de São Paulo, Faculdade de Saúde Pública, São Paulo, 2010.
ROZENFELS, H.; AMARAL, D. C.; TOLEDO, J. C; CARVALHO, J. (2000); O processo de desenvolvimento de produtos e processos na fábrica do futuro. São Paulo: Banas.
SILVA, F.M.; ALVES, M.C.; SOUZA, J.C.S.; OLIVEIRA, M.S. (2010); “Efeitos da Colheita Manual na Bienalidade do Cafeeiro em Ijaci, Minas Gerais”. Ciênc. agrotec., Lavras, v. 34, n. 3, p. 625-632, 2010.
TACHIBANA, A.; MILAN, M.; FILHO. F.A.A.M. (1999); “Modelo para Avaliar um Sistema Mecanizado para a Cultura do Limão Siciliano (Citrus limom, Brum)”. Rev Engenharia Agrícola, Jaboticabal, v.18, n. 3, p. 34-43, 1999.
TEIXEIRA, S.S.; MACHADO, A.L.T.; REIS, A.V.; OLDONI, A. (2009); “Caracterização da Produção Agroecológica do Sul do Rio Grande do Sul e sua Relação com a Mecanização Agrícola”. Rev. Engenharia Agrícola, Jaboticabal, v.29, n.1, p.162-171, 2009.
TOLEDO, J. C.; SIMÕES, J. M. S. (2010); “Gestão do desenvolvimento de produto em empresas de pequeno e médio porte do setor de máquinas e implementos agrícolas do Estado de SP”. Revista Gest. Prod., São Carlos, v. 17, n. 2, p. 257-269
TOLEDO, J. C.(2006);” Gestão do processo de desenvolvimento de produto em empresas de base tecnológica de pequeno e médio porte do Estado de São Paulo: diagnóstico e proposição de modelo de referência”. São Carlos: Departamento de Engenharia de Produção – UFSCar. 389 p. Relatório de pesquisa FAPESP.